Бізбен хабарласыңы
Нақты қажеттіліктеріңізді және байланыс ақпаратыңызды қалдырыңыз, қызметкерлер сізге мүмкіндігінше тезірек хабарласады!
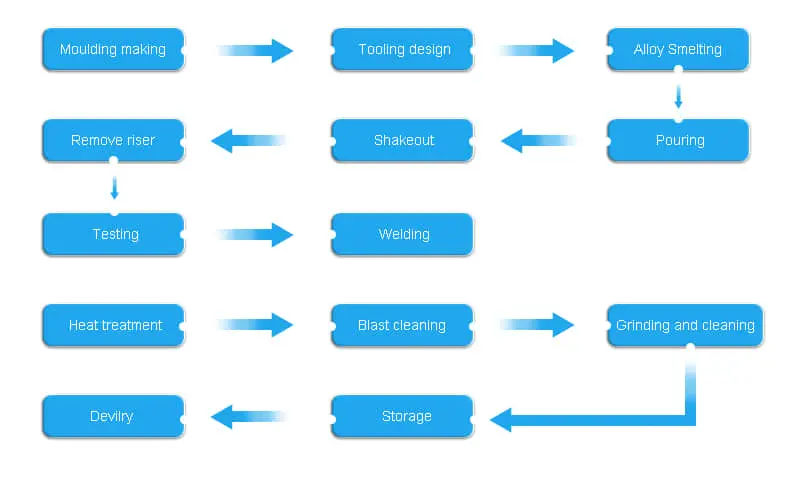
Біздің құю зауытында натрий силикатымен байланыстырылған құмды өндірудің 2 жиынтығы, бір әдіспен V әдісімен құю өндірісінің желісі және жоғалған пенопласт құю өндірісінің жиынтығы бар, әр түрлі құю процесін таңдау үшін әр түрлі ауыстырғыш бөлшектер мен мөлшерге негізделген. Кастингтің кез-келген процесінің артықшылығы мен кемшілігі бар.
Құм құю, Сондай-ақ, белгілі құмды қалыпқа құю, бұл құйма материалы ретінде құмды қолданумен сипатталатын металл құю процесі. «Құм құю» термині құм құю процесі арқылы өндірілетін объектіні де білдіруі мүмкін. Құм құймалары құю деп аталатын мамандандырылған зауыттарда шығарылады. Барлық металл құймалардың 70% -дан астамы құм құю процесінде өндіріледі.
Құм құю болат құю өндірісінде де салыстырмалы түрде арзан және жеткілікті отқа төзімді. Құмнан басқа қолайлы байланыстырғыш агент (әдетте саз) араласады немесе құммен бірге жүреді. Балшықтың беріктігі мен икемділігін дамыту және толтырғышты қалыптауға ыңғайлы ету үшін қоспаны, әдетте, сумен, бірақ кейде басқа заттармен ылғалдандырады. Құм, әдетте, колба ретінде белгілі рамалар немесе қалып қораптары жүйесінде болады. Қалыптың қуысы мен қақпа жүйесі құмды модельдер немесе өрнектер айналасында тығыздау немесе құмға тікелей ойып жасау арқылы жасалады.

Құмды құю процесі ұсақтағыштың тозу бөлшектерін, мысалы, жақ тақтайшалары, үрлеу торлары, конустық қаптама, тостаған астары және т.с.с.-да кеңінен қолданылады. Бұл олардың үлкен құюға арналған бөлшектері және дәлдігі бойынша сұраныс өте жоғары емес (тұрақты қателіктер диапазоны 5 мм). Әсіресе жақ плиталары, олардың көпшілігі қайтадан әрлеуді қажет етпейді. Конус төсемі, тостаған астары және орама диірмені үшін олар тек олардың өңделетін бөліктерін қажет етеді, сондықтан біз құм құю процесін таңдаймыз. Екінші жағынан, құм құю процесін қолданған бұйымдар басқа құю процестеріне қарағанда тозады, олардың қызмет ету мерзімі 20% -дан асады.
Жоғалған көбік құю (LFC) - балауыздың орнына өрнек үшін көбік қолданылғаннан басқа, инвестициялық құюға ұқсас булану үлгісіндегі құю процесінің түрі. Бұл процесс балауызды қалыптан балқыту қажеттілігін жою арқылы инвестициялық құю процесін жеңілдету үшін көбіктің төмен қайнау температурасының артықшылығын пайдаланады.
Бұл құю процесі үнемі өзектерді қажет ететін өте күрделі құймалар үшін тиімді. Ол сондай-ақ өлшемді дәлдікке ие, беткі қабатты керемет өңдейді, сызба қажет етпейді және ажырасу сызықтары жоқ, сондықтан жарқыл пайда болмайды. Жоғалған көбік құймасының байланыстырылмаған құмы жасыл құм мен шайырмен байланысқан құм жүйелеріне қарағанда әлдеқайда қарапайым болуы мүмкін. Жоғалған көбік, әдетте, инвестициялық кастингке қарағанда үнемді, себебі ол аз қадамдардан тұрады. Көтергіштер процестің сипатына байланысты әдетте талап етілмейді; өйткені балқытылған металл көбікті буландырады, алғашқы метал қалыпқа тезірек салқындатады, нәтижесінде табиғи бағытта қатаю пайда болады, көбік манипуляциялауға, кесуге және желімдеуге оңай, өйткені оның ерекше қасиеттері бар. LFC икемділігі көбінесе бөліктерді бір интегралды компонентке біріктіруге мүмкіндік береді; басқа қалыптау процестері бір немесе бірнеше бөлшектерді құрастыруды қажет етеді.
Екі негізгі кемшіліктер - төмен көлемді қосымшалар үшін өрнек шығындары көп болуы мүмкін және олардың беріктігі төмен болғандықтан, өрнектер тез бұзылады немесе бұрмаланады. Егер ою-өрнек жасау үшін матрица қолданылса, онда үлкен бастапқы шығындар болады.
V құю әдісі, Сондай-ақ, белгілі вакуумдық құю немесе вакуумдық құювакуумды қысыммен қыздырылатын, үлгіні немесе шаблонды жабатын пластмассадан жасалған пластмассадан жасалған пленка болды, ыдысты жабысқақ құрғақ құмсыз толтырыңыз, содан кейін пластикалық пленкамен құмның тығыздауышының жоғарғы бетіне шығарыңыз, вакуумдаңыз, құмнан нығыздау жасаңыз, қалыптан , төменгі өзек, тең типті, алынған құйма қатаюына дейін құйылған.
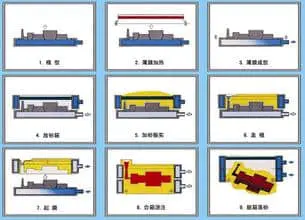
1-қадам: екі станцияда жоғарғы және төменгі шаблондар орнатылды, шаблон, ағынды саңылауға қараңыз;
2-қадам: пісіру қуысының пленкасы, пленканы айнаға дейін қыздырғанда, шассиді түсіріп, вакуумдық клапанды, теріс қысым пленкасын ашыңыз;
3-қадам: бояуды шашыратып, пленкаға кептіріңіз;
4-қадам: Колбаны орналастырып, вибрациялық құю шаблонында орындалады, бактың үстіңгі қабатын калибрлеу;
5-қадам: пленканы қайтадан салыңыз, вакуумдық құбырдың құмды қорапшасының вакуумды жүйесін қосып, шаблондағы вакуумды кесіңіз;
6-қадам: мені айналдыр,
7-қадам: Қорапты жасаудың бірдей әдісі;
8-қадам: - сыйдыру, құю, құю процесі, жоғарғы және төменгі қорапта штепсельде вакуумдық құбырлы вакуумдық жүйе бар, вакуумдық құбырдағы вакуумдық жүйеде төменгі резервуардағы вакуумды нақты уақыт режимінде басқаруға қол жеткізу үшін интеллектуалды компьютерлік динамикалық басқару қолданылады. , желдеткішті орнатпай;
9-қадам: қорап, шайкеут, тазартқыш құймалар.