sfondo
Il nostro cliente statunitense ha acquistato 98 martelli frantoi al manganese (Mn18) per i suoi frantoi verticali per cemento. Dopo sei mesi di servizio, alcune parti si sono rotte e si sono guastate. Il cliente vuole che analizziamo la causa della rottura e forniamo prodotti ottimizzati.
Analisi delle condizioni di lavoro
Il martello del frantoio è il componente principale del frantoio a martelli e, a causa delle condizioni di lavoro ad alto impatto nel frantoio, acciaio ad alto contenuto di manganese è il materiale metallico più adatto per il martello. La testa del martello nel frantoio per clinker di cemento è realizzata principalmente in acciaio al manganese ad alto contenuto di Mn18. Durante il processo di solidificazione di un maglio in acciaio ad alto contenuto di manganese, quando la somma dello stress interno generato dal ritiro da raffreddamento e dello stress termico generato dalla differenza di temperatura tra l'interno e l'esterno del getto supera la resistenza dell'area interessata dallo stress, è possibile si verificheranno delle crepe nella fusione. Queste sottili fessure possono essere riempite da elementi soluti da un lato e dall'altro possono causare l'accumulo di inclusioni, che formeranno entrambe zone discontinue nella matrice dell'acciaio. Queste crepe e le loro stuccature interne non possono essere eliminate durante la tempra in acqua. Nelle condizioni di lavoro dure e complesse all'interno del frantoio, la direzione e l'intensità dell'impatto sulla testa del martello durante il suo funzionamento hanno una certa casualità, portando alla continua espansione delle differenze nelle caratteristiche di incrudimento superficiale e nelle caratteristiche microstrutturali delle varie parti del frantoio. il martello. Inoltre, le sottili fessure esistenti continuano a propagarsi durante il processo di impatto a fatica, portando infine a guasti accidentali come fratture o rotture del martello, che influiscono sul ciclo di vita complessivo.
Ispezione e analisi dei martelli frantoi ad alto contenuto di manganese guasti
Test degli ingredienti
Sono state prelevate diverse parti di fusione per l'ispezione della composizione e i risultati sono mostrati nella Tabella 1.
| Tabella 1. Composizione chimica del martello rotto Mn18 | |||||||||
| Posizione | C | Si | Mn | P | S | Cr | Mo | Al | Ti |
| strato superficiale | 1.42 | 0.36 | 17.62 | 0.019 | 0.014 | 1.02 | 0.07 | 0.09 | 0.48 |
| parte del cuore | 1.45 | 0.38 | 18.21 | 0.019 | 0.016 | 1.02 | 0.03 | 0.09 | 0.51 |
Nella Tabella 1 si può osservare una leggera differenza nella composizione tra la regione centrale e la superficie, attribuita alla segregazione durante il processo di solidificazione. Il cromo è uno degli elementi aggiunti in quantità relativamente grandi all'acciaio ad alto contenuto di manganese e anche il suo ruolo è abbastanza chiaro. Dopo il trattamento di tempra in acqua, il cromo si dissolve principalmente nella fase austenite dell'acciaio ad alto contenuto di manganese, aumentando la resistenza allo snervamento dell'acciaio e accelerando la precipitazione dei carburi durante il raffreddamento, determinando tipicamente una distribuzione reticolare continua dei carburi lungo i bordi dei grani. L'acciaio ad alto contenuto di manganese con aggiunta di cromo mostra una migliore resistenza all'usura se sottoposto a forte abrasione da impatto, rendendolo adatto per le fusioni con martelli frantumatori.
Il titanio appartiene alla categoria degli elementi riducenti vitali nell'acciaio fuso. Nell'acciaio Mn18 ad alto contenuto di carbonio e azoto, può combinarsi con C e N per formare precipitati. Se particelle ad alto punto di fusione come TiN e Ti(C, N) si formano prima della solidificazione, possono agire come siti di nucleazione eterogenei non spontanei per l'austenite, aumentando il numero di grani per unità di volume e quindi affinando la dimensione dei grani. Pertanto, vi è stata una notevole ricerca e applicazione pratica della microlega di titanio in acciaio ad alto contenuto di manganese. Nell'acciaio Mn18 descritto in questo articolo, durante la fase di progettazione iniziale, è stato aggiunto circa lo 0.5% di titanio.
Analisi dell'interfaccia della frattura dei martelli frantoi

Dalla Tabella 2, gli ingredienti raggiungono l'intervallo target di ottimizzazione.
Una volta completata la fusione, il martello del frantoio viene sezionato e l'organizzazione è mostrata nella Figura 6.
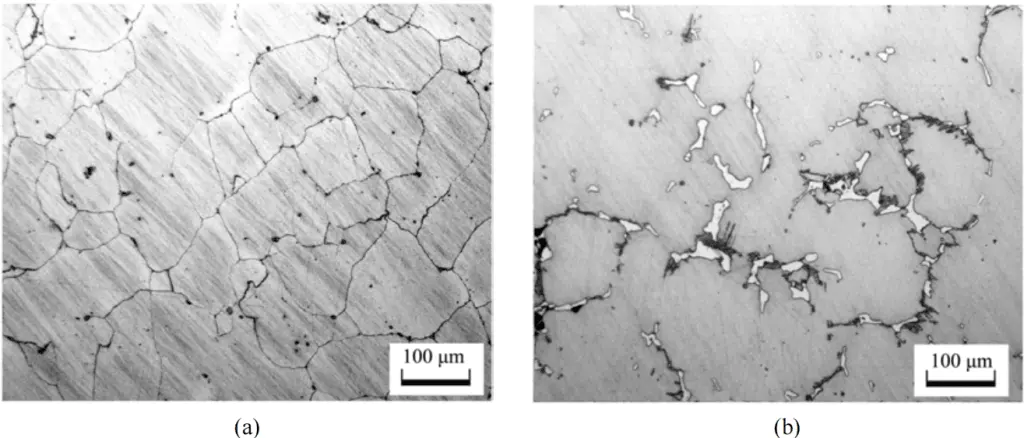
(b) Zona centrale
La Figura 6 mostra che dopo aver ottimizzato sia la composizione che il processo, la struttura vicino alla superficie dello squalo martello diventa più uniforme. La dimensione dei grani è al livello 2, mentre i grani nella regione centrale sono circa al livello 1, mostrando precipitazioni distinte ai bordi dei grani. Tuttavia, i precipitati sono principalmente carburi a blocchi e la lunghezza dei carburi aciculari è per lo più entro 10 μm, indicando una corretta riduzione del contenuto di carbonio. L'aggiunta di Mo in combinazione con Cr riduce la quantità totale di precipitati e ottimizza la loro morfologia, favorendo la stabilità dei bordi dei grani. Inoltre, non è stata osservata alcuna inclusione a blocchi simile al TiN aggregarsi in fogli tra i precipitati, suggerendo che gli effetti avversi di tali inclusioni rientrano in un intervallo controllabile.
Dopo 18 mesi di utilizzo, questo lotto di martelli frantumatori non ha subito rotture, a parte la normale usura delle estremità superficiali. Ciò indica un miglioramento significativo della qualità interna ed esterna dei martelli frantumatori, con conseguente estensione stabile della loro durata di vita.
Conclusione
- La fessurazione lungo il bordo del grano in sezione trasversale è la causa diretta della frattura del martello del frantoio Mn18 e la ragione fondamentale è la precipitazione dei carburi della rete del bordo del grano causata da una velocità di raffreddamento insufficiente.
- Se il contenuto di Ti è troppo elevato, una grande quantità di TiN quadrato precipiterà e si aggregherà ai bordi dei grani, il che diminuirà anche la forza di legame ai bordi dei grani e favorirà la fessurazione dei bordi dei grani sotto l'azione di forze esterne.
- L'uso di leghe composite di Cr e Mo può ridurre la precipitazione dei carburi ai bordi del grano, ottimizzare la morfologia dei carburi e ridurre significativamente la precipitazione dei carburi aghiformi sovradimensionati.
- Misure come l'ottimizzazione del processo di tenacizzazione dell'acqua basata sull'ottimizzazione della composizione vengono adottate per affinare i grani del martello Mn18, controllare la quantità totale e la forma dei precipitati e, infine, prolungare il tempo di servizio.
Sulla base dell'analisi delle caratteristiche dell'interfaccia di frattura, della morfologia e della struttura metallografica dei martelli frantoi al manganese, è stato stabilito che le crepe lungo i bordi del grano, l'eccessivo contenuto di Ti e i processi di produzione irragionevoli sono le ragioni del fallimento. Riducendo il contenuto di Ti, aumentando l'elemento Mo, modificando il processo di produzione e altre misure, le caratteristiche della microstruttura, la quantità totale e la morfologia dei precipitati dei martelli frantoi Mn18 vengono ottimizzati e il ciclo di servizio e la stabilità del martello vengono effettivamente migliorati.



