Contattaci
Lasciateci le vostre esigenze specifiche e i vostri recapiti: lo staff vi contatterà il prima possibile!
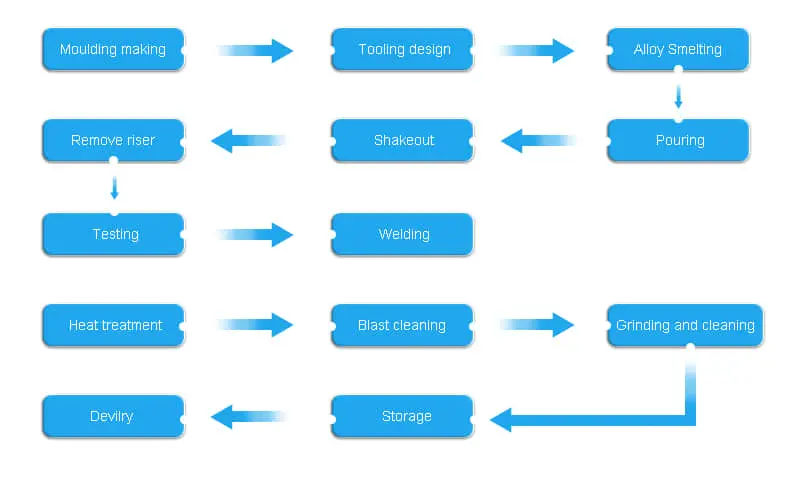
La nostra fonderia ha 2 serie di linee di produzione di sabbia con legante di silicato di sodio, una linea di produzione di colata con metodo V e una produzione di colata a schiuma persa. Sulla base di diverse parti di ricambio e quantità per scegliere diversi processi di colata. Ogni processo di fusione ha vantaggi e svantaggi.
Colata in sabbia, conosciuto anche come colata modellata in sabbia, è un processo di fusione del metallo caratterizzato dall'utilizzo della sabbia come materiale dello stampo. Il termine "colata in sabbia" può anche riferirsi a un oggetto prodotto tramite il processo di colata in sabbia. Le fusioni in sabbia vengono prodotte in fabbriche specializzate chiamate fonderie. Oltre il 70% di tutte le fusioni metalliche viene prodotto tramite processo di colata in sabbia.
La colata in sabbia è relativamente economica e sufficientemente refrattaria anche per l'uso in fonderie di acciaio. Oltre alla sabbia, si mescola o si forma con la sabbia un idoneo legante (generalmente argilla). L'impasto viene inumidito, tipicamente con acqua, ma talvolta con altre sostanze, per sviluppare la forza e la plasticità dell'argilla e per rendere l'aggregato adatto allo stampaggio. La sabbia è tipicamente contenuta in un sistema di cornici o scatole di stampi noto come pallone. Le cavità dello stampo e il sistema di gate vengono creati compattando la sabbia attorno a modelli o motivi o scolpiti direttamente nella sabbia.

Il processo di colata in sabbia è ampiamente utilizzato nella fusione di parti soggette a usura del frantoio, come piastre a ganasce, barre di soffiaggio, rivestimento del cono, rivestimento della ciotola, ecc. Il motivo per cui sono pezzi di usura di fusione di grandi dimensioni e la richiesta di definizione di precisione non è molto elevata (intervallo di errore normale 5 mm). Soprattutto le piastre della mascella, la maggior parte di esse non ha bisogno di essere rifinita di nuovo. Per il rivestimento del cono, il rivestimento della ciotola e il rivestimento del laminatoio, sono anche necessarie solo parti di lavorazione, quindi scegliamo il processo di colata in sabbia. D'altra parte, i prodotti che hanno utilizzato il processo di colata in sabbia sono più indossabili rispetto ad altri processi di colata, la durata è più lunga del 20%.
Colata a schiuma persa (LFC) è un tipo di processo di fusione a modello evaporativo simile alla fusione a cera persa, tranne per il fatto che per il modello viene utilizzata la schiuma invece della cera. Questo processo sfrutta il basso punto di ebollizione della schiuma per semplificare il processo di microfusione eliminando la necessità di sciogliere la cera dallo stampo.
Questo processo di fusione è vantaggioso per fusioni molto complesse che richiederebbero regolarmente anime. È anche dimensionalmente accurato, mantiene un'eccellente finitura superficiale, non richiede sformo e non ha linee di separazione, quindi non si formano bave. La sabbia non legata della fusione a schiuma persa può essere molto più semplice da mantenere rispetto alla sabbia verde e ai sistemi di sabbia legata alla resina. La schiuma persa è generalmente più economica della microfusione perché richiede meno passaggi. I riser non sono solitamente richiesti a causa della natura del processo; poiché il metallo fuso vaporizza la schiuma, il primo metallo nello stampo si raffredda più rapidamente del resto, il che si traduce in una solidificazione direzionale naturale. La schiuma è facile da manipolare, intagliare e incollare, grazie alle sue proprietà uniche. La flessibilità di LFC consente spesso di consolidare le parti in un unico componente integrale; altri processi di formatura richiederebbero la produzione di una o più parti da assemblare.
I due principali svantaggi sono che i costi del modello possono essere elevati per applicazioni a basso volume e i modelli sono facilmente danneggiati o distorti a causa della loro bassa resistenza. Se si utilizza una matrice per creare i modelli, il costo iniziale è elevato.
Metodo di fusione a V., conosciuto anche come colata sotto vuoto o colata sotto vuoto, che viene riscaldato per mezzo di una pressione del vuoto era un film plastico plastico che copre il modello o il modello, riempire il serbatoio senza sabbia asciutta adesiva, quindi con pellicola di plastica sulla superficie superiore della guarnizione di sabbia, aspirare, compattare la sabbia, dallo stampo , il nucleo inferiore, co-tipo, colato fino ad ottenere la solidificazione del getto.
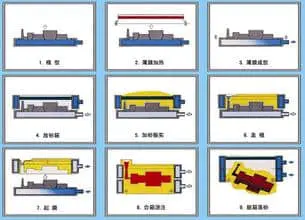
Fase 1: le dime superiore e inferiore sono state installate nelle due stazioni, la dima, guarda lo sfiato a fluire;
Fase 2: cottura della pellicola della cavità, quando la pellicola viene riscaldata su uno specchio, lasciando cadere il carrello di atterraggio, aprire la valvola del vuoto, pellicola a pressione negativa;
Passaggio 3: spruzzare la vernice e asciugare sulla pellicola;
Fase 4: posizionare il matraccio ed eseguire sulla sabbia di riempimento vibrazione modello, Calibrazione superficie superiore del serbatoio;
Passaggio 5: rimettere la pellicola, collegare il sistema di aspirazione della scatola di sabbia del tubo del vuoto e tagliare il vuoto sulla dima;
Passaggio 6: girami, al centro;
Passaggio 7: lo stesso metodo di creazione della scatola;
Passaggio 8: -il montaggio, la fusione, il processo di colata, la scatola superiore e inferiore sono plug ha un sistema di vuoto del tubo del vuoto, il sistema del vuoto del tubo del vuoto utilizza un controllo dinamico del computer intelligente, al fine di ottenere un controllo in tempo reale del vuoto del serbatoio inferiore , senza impostare lo sfiato;
Passaggio 9: beat box, shakeout, pulizia dei casting.