 жүктеу Брошюра
жүктеу Брошюра Өнім тізімі
Өнім тізімі
Марганец балғасын неге TIC кірістіруін қолдану керек?
Ұсақтағыш балғасы негізінен жасалған марганецті болат, бұл ұзақ тарихы бар тозуға қарсы материалдың бір түрі. Соңғы 10 жылда отандық және шетелдік ғалымдар жоғары марганецті болатты оның тозуға төзімділігін одан әрі жақсарту үшін көптеген аспектілерден зерттеді:
- Кейбір құймалар тозуға төзімділікті жақсарту үшін Mo, Ni және басқа сирек элементтерді қосады;
- Кейбір құю цехтары балғаның қаттылығын арттыру үшін Cr элементін қосады;
- Кейбір құймалар тозуға төзімділікті жақсарту үшін марганец пен көміртектің қатынасын өзгертеді;
- Кейбір фабрикалар жоғары марганецті болаттың қызмет көрсету өнімділігін алдын-ала шыңдау және балқыту, құю және термиялық өңдеу процестерін жақсарту арқылы жақсартады.
Бұл ғалымдардың зерттеулері жоғары марганецті болаттың тозуға төзімділігін жақсартуда белгілі бір нәтижелерге қол жеткізді, бірақ үлкен соққы күші бар және үлкен бөлшектері бар кейбір жағдайларда, мысалы, кейбір үлкен ұсақтағыш балғалары үшін, жоғары марганецті болатты пайдалану әлі де дұрыс емес
Бұл мәселені шешу үшін , Qiming Casting жұмыс істеу мерзімін ұзарту үшін марганец денесін кіргізетін TIC штангаларын қолданады.
TIC марганецті балғамен сынақтан өткізеді
Бұл жаңа материал үшін матрица материалы ретінде марганец болатын таңдаймыз. Химиялық құрамы келесідей:
- C 1.1-1.2%
- Mn 12.5-13.2%
- Si 0.5-0.6%
- P 0.04-0.05%
- S 0.009-0.02%
TIC өзектері үшін біз 20 мм * 20 мм * 40 мм кубоидты таңдаймыз:
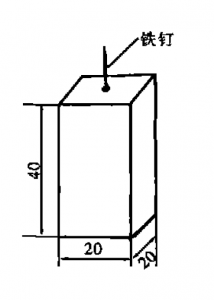
TIC кубоидтары
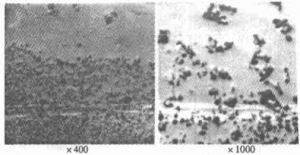
Біз 120мм * 120мм * 120мм өнімнің үлгісін құю үшін құмды құю әдісін қолданамыз. Үлгілерді қорап түріндегі төзімді пеште 1050 water суды қатайтып өңдеумен термиялық өңдеуден өткізді. Интерфейсті қарапайым көз байқады, содан кейін интерфейс маңындағы микроқұрылымды, құрылымды және элементтердің таралуын оптикалық микроскоп және электронды зонд микроанализі (JCXA-733) талдады.
Эксперимент нәтижелері және талқылау
Өңдеуден кейін үлгінің беті жалаңаш көздермен байқалды. Жоғары марганецті болат пен ТИК кубоидының түйіскен жерінде әртүрлі түстерден басқа (жоғары марганецті болат ақ түсті, IC кубоид қара түсті) қоспағанда бос орын жоқ екендігі анықталды, бұл екі материалдың жақсы үйлескендігін көрсетті.
Құюға дейінгі TIC кубоидының қаттылығы HRC 59-61 құрайды. Жоғары марганецті болатпен құюдан кейін және суды қатайтып өңдеуден кейін сынама бетінің қаттылығы тексеріледі. Нәтижелер көрсеткендей, ТИК кубоидының орта аймағының қаттылығы өзгеріссіз қалады (HRC60), бірақ цементтелген карбид пен жоғары марганецті болат маңындағы аймақтың қаттылығы hrc58 дейін төмендейді, сонымен қатар TIC кубоидына жақын жоғары марганецті болаттың қаттылығы ( HRC: 30-60) TIC кубоидінен әлдеқайда жоғары (HRC: 22-24), бұл жоғары марганецті болат пен ТИК кубоидының түйіскен жеріндегі екі материалдың қаттылығы арасында өтпелі аймақ бар екенін көрсетеді. бұл жоғары марганецті болат пен ТИК кубоидының өзара енуіне байланысты.
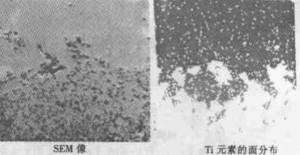
Екі материал арасындағы интерфейстің байланысу күйін жақсылап тексеру үшін құйылған түйіспеде металлографиялық сынамалар кесіліп, интерфейс маңындағы микроқұрылым жылтыратылғаннан кейін электронды зондпен талданды. Қосылыстың SEM фотосуреті 3-суретте көрсетілген. Суреттен цементтелген карбидтің матрицасы жоғары марганецті болатпен жақсы үйлесетінін көруге болады, бірақ қосылыс көрінбейді, яғни жоғары марганецті болат және цементтелген карбид матрицасы біріктірілген. Жоғары марганецті болаттың бір жағында TiC бөлшектері сирек таралған аймақ көрінеді. Яғни, цементтелген карбидтегі қатты фаза цементтелген карбидтің бір жағынан екінші марганец болатының екінші жағына ауысады. Себебі жоғары марганецті болат құю процесінде цементтелген карбидтің беткі матрицасын ерітеді, бұл бетіндегі қатты фаза жоғары марганецті болатқа қарай ығысады. Салқындағаннан және қатқаннан кейін бұл TiC бөлшектері жоғары марганецті болатта кездейсоқ бекітіледі.
3 сурет. Екі материалдың байланысы кезіндегі SEM кескіні
Екі материалдың интерфейсінің байланысу күйін жақсы түсіндіру үшін Ti элементінің көру өрісіне таралуы түйіскен жерде жасалады. 3-суретте SEM кескіні мен Ti элементтерінің бірдей көрініс аумағында таралуы көрсетілген. 4-суреттен Ti элементтеріне тән рентгендік кескіндер цементтелген карбид жағында байытылғанын және Ti элементтеріне тән рентгендік суреттер жоғары марганецті болат жағындағы интерфейс аймағына жақын орналасқанын көруге болады. Ти элементтерінің жоғары марганецті болаттың 1 жағында болатындығы көрсетілген, бұл құю кезінде екі материалдың металлургиялық қосылысы және цементтелген карбидтегі кене марганецті болаттың жоғары жағына қарай жылжиды, ал термиялық өңдеу кезінде Тик элементіндегі Ti элементі жоғары марганецті болатқа диффузияланады. TiC бөлшектері жоғары марганецті болатпен өте жақсы үйлесетінін көруге болады.
Тәжірибе нәтижелері TIC кубоидты және жоғары марганецті болаттың комбинациясы металлургиялық екенін көрсетеді. Материалдардың екі түрінің интерфейсінде қаттылығына қарамастан немесе микроқұрылымы, құрылымы мен элементтерінің таралуында өтпелі аймақ бар, бұл цементтелген карбидті жоғары марганецті болатқа берік құяды. Пайдалану процесінде жоғары қаттылық цементтелген карбид материалдың тозуына қарсы рөл атқарады, осылайша материалдың қызмет ету мерзімі айтарлықтай жақсарады.
4 сурет. Екі материалдың байланысы кезіндегі SEM кескіні және Ti үлестірімі
TIC марганецті балғамен қолдануға арналған
Мөлдір құйылған жоғары марганецті болаттың қызмет ету өнімділігін зерттеу үшін балғаның оңай тозатын бетіне бірнеше цилиндрлік цементтелген карбидтер құйылды (5-суретте көрсетілгендей, массасы 120 кг). Құюдан бұрын цементтелген карбидті (~ 25 мм × 40 мм) зімпармен жылтыратып, әр цементтелген карбидтің бір шетінен бір темір тырнақты дәнекерлеу керек, ал темір тырнақтың екінші ұшын құм қалыпына салу керек. , цементтелген карбиді қалыптың қуысына бекіту үшін. Құюдан кейін цементтелген карбид жоғары марганецті болатпен құйылған.
Жоғарыда аталған әдіспен жасалған балғамен Гуандун провинциясының Шунде қаласындағы Хунюнь карьерінде қолданылады. Карьердегі сынған материалдар - жедел жолдарда қолданылатын қатты тастар, олардың қызмет ету мерзімі 20 күн. Бастапқы жоғары марганецті болат балғасының қызмет ету мерзімі 7 күнді ғана құрайды, ал балғамен құйылған құйма құны жоғары марганецті болат балғамен салыстырғанда 30% ғана жоғары, бұл құйманың құймадағы жақсы экономикалық және әлеуметтік артықшылықтарын көрсетеді балға.
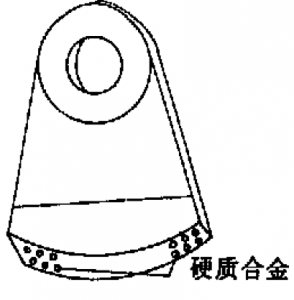
5-сурет TIC балғаларды салады
Нәтижелері
Qiming Casting эксперименттік нәтижелеріне сүйене отырып, біздің TIC марганец балғасының өмірін басқа материалдарға қарағанда ұзағырақ етеді. Бұл жаңа дизайндағы балға балғалы диірменнің тозу бөлшектеріне ғана емес, костюмдерге де сәйкес келеді ұсақтағыштың тозу бөлшектері. Егер сізде осы жаңа материалға қатысты сұрақтарыңыз болса, бізге еркін хабарласыңыз!
[wpforms id = ”3777 ″]


