Бізбен хабарласыңы
Нақты қажеттіліктеріңізді және байланыс ақпаратыңызды қалдырыңыз, қызметкерлер сізге мүмкіндігінше тезірек хабарласады!
Кеніштерді индустрияландырудың қарқынды дамуымен ұсақтау станцияларының әр түрлі түрлері қолданыла бастады. Сәйкес келетін ұсатқыштар, конвейерлер және басқа да жабдықтардың жиынтығы кеңінен қолданылды. Тиісті керек-жарақтар мен қосалқы бөлшектерге сұраныс та артып келеді. Алжапқыш қорапшалары / ұшулары алжапқыш қоректендіргіштің тозуының негізгі бөліктері болып табылады.
Біздің клиент, Ansteel Group корпорациясы, АҚШ-тың өндірушісінен алжапқыш фидерлер жиынтығын импорттаңыз. Жыл сайын оған алжапқыштар үшін шынжырлар мен кастрюльдерді қосатын алжапқыштардың көптеген бөлшектерін әкелу қажет. Қосалқы бөлшектерді жеткізу уақытын қысқарту және сатып алу құнын төмендету үшін. Ansteel ол үшін алжапқыштың фидер бөлшектерін шығарған Qiming Casting компаниясын қалайды. Марганецті болат құю өндірісі ретінде біз оларды өндіруге тырысамыз алжапқыш бергіш табалар.
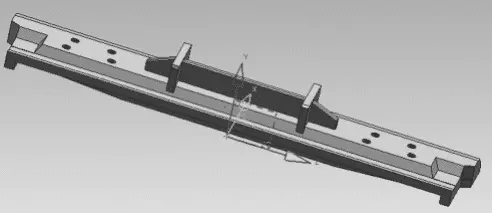
Балқытылған болаттың қуысқа тез және тегіс ағуын қамтамасыз ету үшін құйманың ішкі қақпасы тегіс, құйманың бір жағына біркелкі бөлініп, көтергішті шлакты газдың болуын қамтамасыз ету үшін тиісті қақпа жағдайына қояды балқытылған болатта уақытында шығарылады, сонымен бірге ол көтергіштен жоғары болады. Құюдың жеткіліксіз құйылуын болдырмау үшін ауа желдеткіштері түбірлік қалыпқа қойылады. Келесі суретте көрсетілгендей.
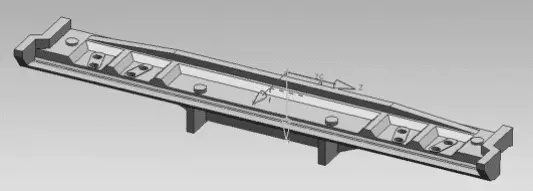
Алжапқыш фидр табаларын жасаудағы қиындықтарды ескере отырып, құйма ұзындығының негізгі өлшемдерінің дәлдігі мен тегістігін қамтамасыз ететін ағаш пішіндерінің орнына металдан жасалған өрнектер қолданылады, деформациядан туындаған құйманың деформациясын болдырмайды. көзден алынған модель, ал металл қалыптарды пайдалану бүкіл құйманың беткі сапасын қамтамасыз етеді.


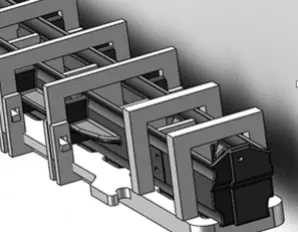
Алжапқыш қорапшаларының өзін-өзі құюға арналған құрылымдық сипаттамаларын ескере отырып, суды қатайтып өңдеуден кейінгі деформацияны болдырмау үшін арнайы термиялық өңдеу құралы арнайы жасалған. Төмендегі суретте көрсетілгендей, екі ұшу құю құшағын кесу үшін бір-бірімен қиылысады, ал төменгі науа түрі төменде қабылданады. Толық құйманы қолдаңыз және бүкіл процесте құйманың тұрақтылығын қамтамасыз етіңіз. Жоғарғы бөлігі қапсырманы бекіту түрін қабылдайды, ал қапсырма бекіту үшін оңай деформацияланған және әлсіз жерлерге орналастырылады. Ішкі қуыс тиісті қоршаумен бітелген. Бұл құрылымдық құрылым құйманың жалпы тұрақтылығын қамтамасыз етіп қана қоймай, сонымен қатар салқындатқыш суды суды қатайту кезінде құйманы толық салқындата алады. Осы термоөңдеу құралы арқылы термиялық өңдеуден кейінгі құйманың деформациялану дәрежесі тапсырыс берушінің талаптарына жауап бере алады, ал деформация мөлшері 0.35∶100 аспайды.
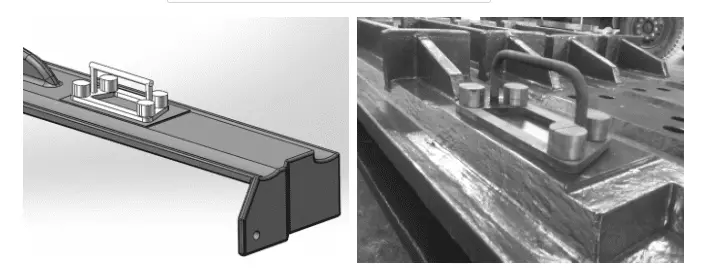
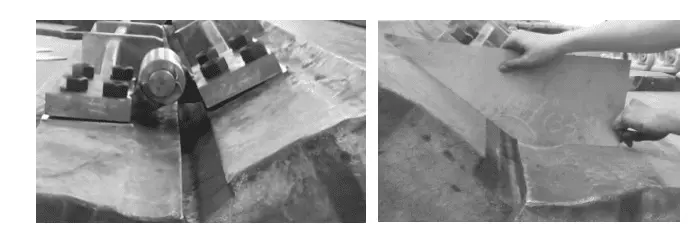
Алжапқыш қорапшаларының нақты қолданылуын біріктіріп, пайдалану кезінде алжапқыш қорапшаларын төменгі тізбекті рельс бөлігімен дәл сәйкестендіруді қамтамасыз ету үшін, алынбалы тексеру құралы шынжырлы рельс қимасының 8 саңылауының өлшеміне сәйкес жасалған алжапқыш қорапшаларының екі ұшындағы 8 тесік орнында болуын қамтамасыз ету үшін. Туралау бірінші сынақ қондырғысы кезінде дәл орындалады, ал тексеру құралының сызбанұсқасы суретте көрсетілген.
Алжапқыш қорапшаларының айналуы тасымалдау процесін шынжырлы рельстің буындары арасындағы тесіктерді төмендегі доңғалақ дөңгелегімен бұрау арқылы аяқтайды. Алжапқыш қорапшалары айналған кезде, дұрыс бұрылу бұрышын қамтамасыз ету үшін жетекші доңғалақтың екі бөлігі арасында белгілі бір бұрыш (147 °) жасалуы керек. Бұрышты сынауға арналған қондырғы орнында пайдалану шарттарына сәйкес арнайы жасалған. Бұрышты сынауға арналған арматура бұрышты сынау эксперименті үшін қолданылады. Айналу бұрышы сызбаның талаптарына сәйкес келеді және 147 ° жетеді, бұл алжапқыш қоректендіргіш табаларының кейінгі айналуын қамтамасыз етеді.
Біздің жобаларымыздың негізінде біз Ansteel Group үшін алжапқыштың жақсы тамақтандыратын бөлшектерін шығардық. Пайдаланылғаннан кейін Qiming Casting-тің алжапқыш қоректендіргіш бөлшектері түпнұсқа қосалқы бөлшектермен сәйкес келеді. Алайда, сатып алу өзіндік бөлшектердің 70% -ын ғана құрады.