
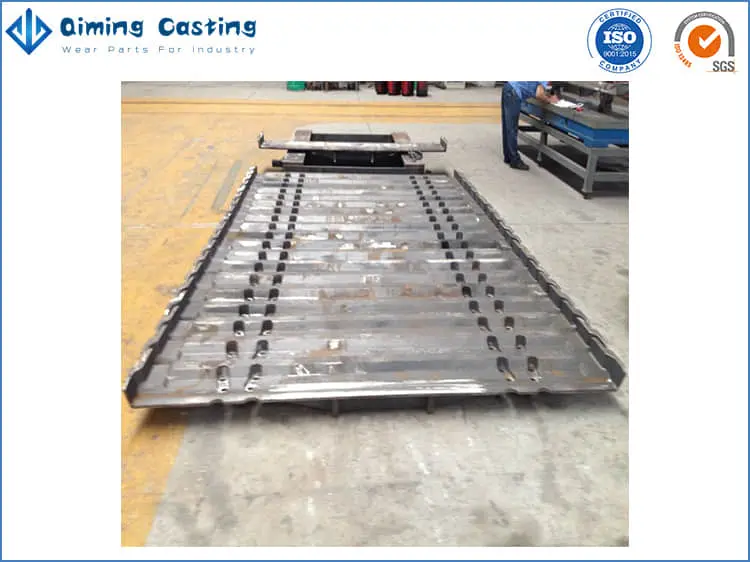
D4 Esiliinan syöttöastiat
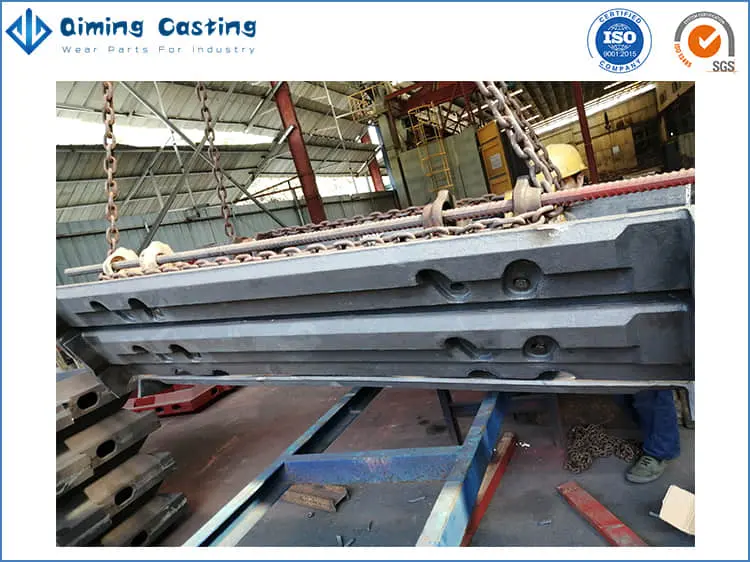
Esiliinasyöttölaitteita käytetään suurten, möykkyisten, hankaavien ja raskaiden malmien uuttamiseen tai syöttämiseen vakavissa iskuolosuhteissa – mukaan lukien märkät, tahmeat tai jäätyneet toiminnot. Qiming Castingin mangaaniesiliinasyöttöastiat ovat alan todistetusti parhaita pannuja kovien hankaavien materiaalien siirtämiseen. Ne ovat sitkeyden ja väsymislujuuden suhteen parempia kuin valmistetut ja seostetut teräsastiat. Qiming Castingin mangaaniastioiden kulutuspinnat, jotka ovat alttiina iskuille ja voimakkaalle hankaukselle, kovettuvat yli 400 BHN:n kovuuteen, mikä takaa pitkän käyttöiän.
Qiming Castingin syöttöastiat on valmistettu muunnetusta mangaaniteräksestä. Erittäin korkea sitkeys on yleistä tälle seokselle, mikä varmistaa, että kattilat eivät petä äärimmäisissä käyttöolosuhteissa. Tämä materiaali kykenee kovettumaan käytön aikana ja voi pidentää käyttöikää, erityisesti valmistettujen pannujen päällä. Kuljettimen laajat tarkastusosat takaavat, että kaikki lenkit sopivat yhteen ja toimivat oikein.
Esiliinan syöttölaitteiden ominaisuudet:
D4 Esiliinan syöttöastiat

D3 Esiliinan syöttöastiat

D6 Esiliinan syöttöastiat
D8 Esiliinan syöttöastiat

AF10 Esiliinan syöttöastiat

AF28 Esiliinan syöttöastiat

Mangaaniset esiliina-astiat
Alumiiniteräksiset esiliina-astiat

Lentoja Manganese Steel
Tämä eritelmä kuvaa vaatimukset austeniittisten mangaaniterästen valujen valmistamiseksi esiliina-astioille. Tämä eritelmä antaa vähimmäisstandardin, jota on noudatettava, jos ei ole muiden asiakkaiden määrityksiä tai kirjallisia ohjeita. Meidän on hylättävä materiaalit, jotka eivät ole tämän spesifikaation mukaisia, ellei Qiming Castingilta ole saatu kirjallinen erityislupa. Tämä pätee missä tahansa valmistusvaiheessa. Ottaen huomioon Qiming Castingin kohtuullisen ilmoituksen, meidän on sallittava asiakkaan valtuuttamien edustajien päästä vapaasti Qiming Castingin töihin työn nopeuttamiseksi ja tyydyttämiseksi, että kaikki tehtävät ja tarkastukset on suoritettu asiakkaan toiveiden mukaisesti. Tämä nopeuttaminen ja tarkastaminen ei saa aiheettomasti häiritä Qiming Castingin toimintaa, eikä se vapauta Qiming Castingia vastuusta noudattaa asiakkaan vaatimuksia ja tätä eritelmää.
Seuraavien vaatimusten on täytyttävä tarvittaessa lisäämällä asiakkaan nykyisen laatujärjestelmän vaatimuksia:
Tarkasta silmämääräisesti kaikki koneistetut pinnat puhdistamisen ja sulkeutumisen varalta. Tarkista kaikki koneistetut mitat yhdessä tarkastusrekisterin piirustuksen (IR-piirustus) kanssa ja tallenna tulokset tarkasti infrapunapiirustukseen. Kaikki lennot on tarkistettava tasaisella jigillä, ja niiden tulisi olla vähintään 2 mm. jokaisen lennon välillä.
Mangaanisten esiliinan syöttöastioiden valmistamisen jälkeen jaamme seuraavat tietueet asiakkaille: