Ota yhteyttä
Jätä erityistarpeesi ja yhteystietosi, niin henkilökunta ottaa sinuun yhteyttä mahdollisimman pian!
Tutustu ylivertaisiin kartiomurskaimien vuorauksiin Qiming Castingissa, Kiinan tunnetuimmassa kartiomurskaimien tehtaassa. Kehittynyt teknologiamme tarjoaa tarkasti suunniteltuja ja kestäviä vuorauksia, jotka ylittävät alan standardit. Luota siihen, että olemme sitoutuneet laatuun, innovaatioihin ja vertaansa vailla olevaan asiakaspalveluun. Paranna murskaustehoasi Qiming Castingin tehokkailla kartiomurskaimen vuorauksilla.
Cone Crushers Liners on Cone Crush Operatorin päällysvaatteet. Kartiomurskaimen käyttäjä ottaa raskaan tehtävän murskata jättimäiset kivet pienemmiksi. Investoiminen oikeisiin suojavarusteisiin on välttämätöntä saumattoman ja sujuvan toiminnan varmistamiseksi. Saatat löytää kartiomurskaimen vuoraukset myös "kartiomurskaimen kulutusosina".
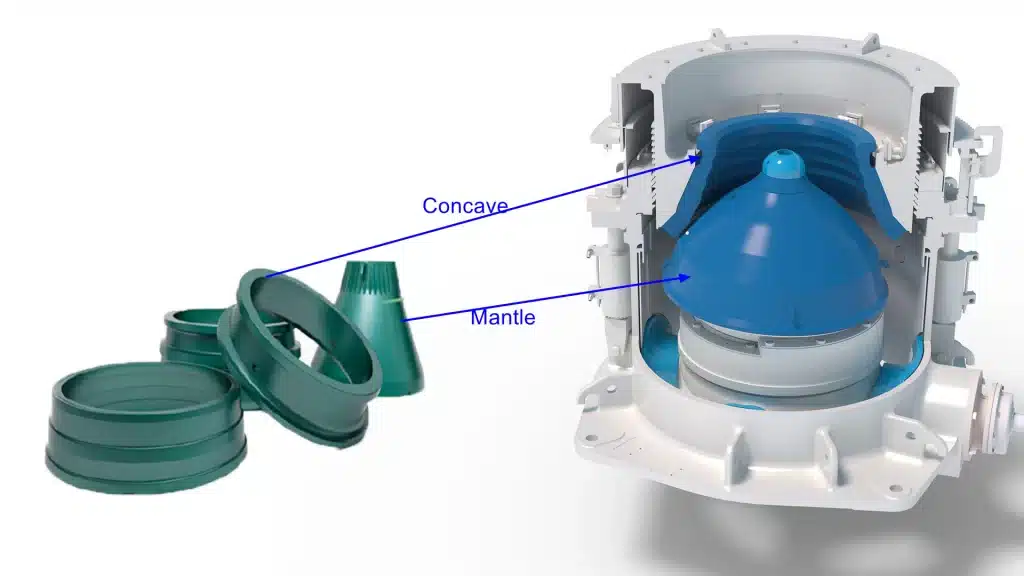
Cone Liner on muotoiltu ontoksi palloksi, jossa on kaksi kulhon muotoista vuorauslevyä. Ylempi levy tunnetaan kategorisesti nimellä "Bowl Liner" tai "kovera", kun taas alempi levy tunnetaan nimellä "Cone Liner" tai "Mantle". Kahden vuorauksen välinen tila muodostaa murskauskammion, joka säätää molempia vuorauksia älykkäästi, kun murskaus on käynnissä.
Kartiovuoraukset on valmistettu korkealaatuisesta mangaaniteräksestä, mikä takaa vahvan kiinnittymisen iskun aikana. Yleisesti käytettyjä laatuja ovat Mn14, Mn18 ja Mn22.
Maailmassa on monia kartiomurskaimien vuorauksen valmistajia, joten miksi sinun pitäisi valita Qiming Casting? Syitä on joitain:
Eri kartiomurskaimilla on erilaiset työolosuhteet. Erilaisten kartiopäällysteiden käyttö työolosuhteiden mukaan voi pidentää kuluvien osien käyttöikää ja minimoida seisokkeja.
Qiming Castingia on saatavana useista materiaaleista:

Mangaani on edelleen yksi parhaista vaihtoehdoista sen kestävyyden ja korkean kestävyyden vuoksi. Kulutusvuori on ihanteellinen, ja ihmiset ovat käyttäneet sitä kaivostoiminnassa yli 100 vuoden ajan. Iskun vaikutuksesta kovettumisensa ansiosta se on edelleen yksi myydyimmistä kartiomurskaimeistamme.
Voit nyt valita tuotantostamme erilaisia mangaaniteräksisiä kartiomurskaimen vuorauksia:
Lisätietoja mangaaniteräsvalu→

Mangaaniteräksen kuluminen on lyhyempi käyttöikä, eikä se kestä ankaria työolosuhteita, etenkään kuparimalmia murskattaessa. Otimme käyttöön mikroseosmurskaimen vuoraukset varmistaaksemme saman tehokkuuden ja pidemmän kulumisajan.
Valmistamme kartiomurskaimemme molybdeeninikkelillä, joka parantaa valun rakennetta. Vuorauksissamme on sekoitus mangaania ja hiiltä vahvistamaan runsasmangaanipitoisesta teräksestä valmistettua valua.
Innovatiiviset mikroseostetut murskaimemme antavat saman tehon pidemmällä kulumisajalla. Tarjoamme eri laatuisia metalliseoksia, jotka käyttäytyvät eri tavalla erilaisissa työolosuhteissa. Asiakaspalautteen perusteella mikroseosvuoraukset ovat parempia ja kestävät 20-30 % pidempään kuin Mn22-vuoraukset.
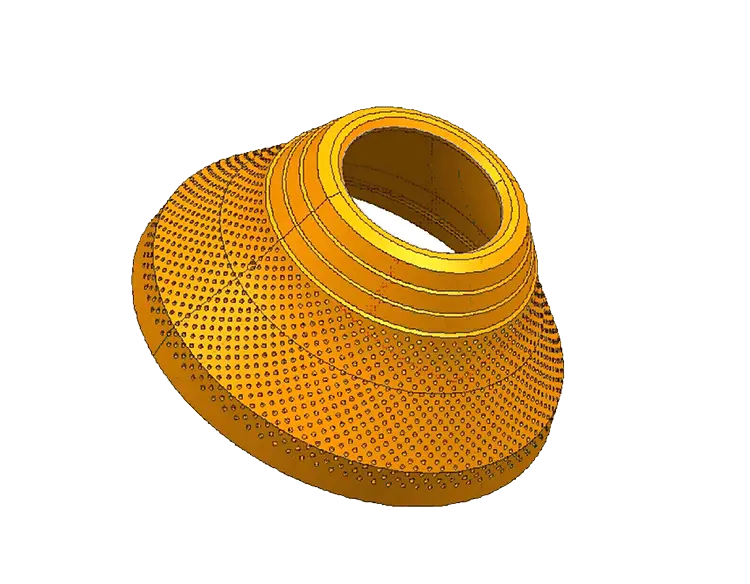
Qiming Castingin insinöörien suunnittelema ultrakovien kivien murskaamiseen. Näin titaanikarbidista valmistettu Inlay Cone Crusher Liner toimii;
Kun kivi tulee murskauskammioon, ulkonevat titaanikarbiditangot tulevat ensimmäisenä kosketukseen kiven kanssa. Titaanikarbiditankojen ultrakovuuden vuoksi titaanikarbiditangot kuluvat erittäin hitaasti. Toisaalta runsasmangaanipitoisen teräksen työpinta, joka on alustana, koskettaa vähitellen kiveä. Kun titaanikarbiditangon ulkoneva osa kuluu, se kovettaa runsasmangaanipitoisen teräksen työpintaa.
Titaanikarbidin käytön edut kaivostyökaluissa
Asiakkaamme sanovat, että titaanikarbidilla varustetut kartiomaiset murskaimet kestävät kaksi kertaa niin kauan kuin tavalliset teräsvuoraukset.
Lisätietoja TIC lisää kuluvia osia→
On joitakin tutkimustapauksia kartiomurskaimemme vuorauksista:
Tämän päivän taloustilanteessa kustannusten vähentäminen ja voiton maksimointi ovat ensiarvoisen tärkeitä. Onnistunut louhintaliiketoiminnan johtaminen edellyttää strategisia kustannusnäkökohtia, erityisesti merkittävien kulujen, kuten kartiomurskaimien vaihdon, hoitamisessa.
Tässä artikkelissa esitellään kustannustehokas lähestymistapa murskaimen vaihtokustannusten minimoimiseksi käyttämällä valumurskaimen vuorauksia. Tämän menetelmän viimeaikaiset edistysaskeleet ovat osoittaneet tehokkuutensa sopivissa skenaarioissa. Kartiomurskaimet toimivat syöttämällä kiveä murskainkammion yläosaan.
Kammio on varustettu murskaimen vaihtovuorauksella, erityisesti vaipan ja kulhon vuorauksella. Kun kivi laskeutuu alas, se rikkoutuu vaipan ja kulhon vuorauksen liikkeen aiheuttaman paineen ja kitkan vuoksi.
Vuorausten mangaanipitoisuus vaihtelee murskattavan kiven tyypistä riippuen 12 %:sta 23 %:iin, jolloin saadaan materiaaleja, jotka on merkitty Mn14, Mn18 ja Mn21.
Linerin valinta
Ratkaisevaa murskaimen valinnassa on kulhon vuorauksen tyyppi:
Valinta riippuu halutusta tuotteesta ja raaka-aineesta, mikä korostaa valmistajien konsultoinnin tärkeyttä. Jotkut tarjoavat tietokoneavusteisia suunnittelupalveluita ja kulumisanalyysejä erilaisille murskaimille, mukaan lukien kilpailijoiden murskaimille.
Murskaimen valinta
Optimaalinen murskauskammion valinta on avainasemassa kartiomurskaimen asennuksen aikana. Pelkistyssuhde, joka määrittää valmistetun tuotteen, riippuu valitusta kammiosta. Lisäksi suljetun puolen asetus, joka vaikuttaa sekä kulumiseen että lopputuotteeseen, vaatii huomioimista. Vakioyksikön valitseminen lyhyen pään sijaan vähentää hienon tuotteen tuotantoa, mikä johtaa kierrätykseen ja lisääntyneeseen kulumiseen.
Kammion ominaisuudet:
Suojapinnan lisääminen
Vuorauksen varhaisen kulumisen estämiseksi asiantuntijat levittävät vuorauksiin suojapinnoitteen. Mangaanivuoraukset voivat muuttaa muotoa ja kokoa ajan myötä, mikä vaikuttaa murskaimen istuvuuteen. Tarkka levitys on ratkaisevan tärkeää, ja taustayhdisteiden aiheuttamat pienet vääristymät ovat hallittavissa.
Suojapinnoitusprosessi sisältää vuorauksen asettamisen pyörivälle kääntöpöydälle, sen esilämmittämisen ja 3 mm:n paksuisen kromikarbidihelmen levittämisen. Kulutusmallit sanelevat hoitoalueet, ja tutkijat kokeilevat erilaisia hoitoja tarkkaillakseen niiden vaikutusta vuorauksiin.
Kartiomurskaimen vuorausten suunnitellun käyttöiän ylittäminen voi johtaa haitallisiin mekaanisiin ongelmiin. Pitkäaikainen käyttö saa vuoraukset taipumaan, halkeilemaan ja ohuet tai halkeilevat vaipat voivat aiheuttaa vakavia istuimen pintavaurioita. Vaikka kuluneiden vuorausten määrittämisessä ei ole idioottivarmoja menetelmiä, kolme avainindikaattoria ilmaisevat vaihdon tarpeen:
Pohjimmiltaan tehokas kartiomurskaimen toiminta vaatii ennakoivaa vuorauksen vaihtoa. Tuotannon valvonta, vuorauksen paksuuden arviointi ja 10 %:n laskukynnyksen noudattaminen varmistavat optimaalisen suorituskyvyn, estävät merkittäviä taloudellisia tappioita ja maksimoivat murskaimen tehokkuuden.
Tyypillisesti kartiomurskaimen vuorausten vaihtoprosessi sisältää kuusi vaihetta:
Sopivan murskauskammion valinnassa on otettava huomioon viisi ratkaisevaa tekijää:
On syytä huomata, että jokainen kartiomurskain tarjoaa erilaisia ontelovaihtoehtoja erilaisilla syöttöaukoilla ja säätöalueilla. Oikean onkalon valinta riippuu tekijöistä, kuten syöttökoko, asetus ja käyttö. Tärkeää on, että murskain on vain yksi murskauspiirin osa. Sen suorituskyky riippuu syöttölaitteiden, kuljettimien, seulojen, sähkömoottoreiden, käyttökomponenttien ja syöttösiilojen oikeasta valinnasta ja toiminnasta – kaikki piirin kiinteät osat. Tuotannon optimoimiseksi on tärkeää arvioida nämä elementit yhdessä.
Tyypillisesti kartiomurskaimien vuorausten tuotantoon liittyy hiekkavaluprosessi seuraavien standardivaiheiden mukaisesti:





