المعالجة الحرارية للصلب المنغنيز العالي
يقدم هذا البحث تأثير معلمات المعالجة الحرارية بما في ذلك درجة حرارة الشحن ، ومعدل التسخين ، ودرجة حرارة التثبيت ، ووقت الاحتفاظ ، ومعدل التبريد ، ووضع الموضع وما إلى ذلك على الخواص الميكانيكية لصلب المنغنيز العالي.
المعالجة الحرارية للفولاذ عالي المنغنيز هي عبارة عن مصبوبات فولاذية منغنيز عالية يتم تسخينها لدرجة حرارة محلول الكربيد والعزل لفترة معينة ، ثم يتم تبريدها بسرعة في الماء لتشكيل أوستينيت واحد ، بحيث تتحسن قوتها وصلابتها بشكل كبير لتحقيق المعالجة الغرض تصلب. على عكس الفولاذ الكربوني العادي ، لا يتم تقوية الفولاذ عالي المنغنيز بعد التسقية في الماء ، ولكنه يصبح طريًا ، لذلك يُطلق على المعالجة الحرارية لصلب المنغنيز العالي أيضًا معالجة صلابة الماء. في عملية المعالجة الحرارية ، يتم إذابة الكربيد في الحالة الصلبة إلى الأوستينيت ليذهب ، ما يسمى بمعالجة تقوية المحلول الصلب. معلمات معالجة محلول فولاذ المنغنيز العالي هي أساسًا في درجة حرارة الفرن ، ومعدل التسخين ، ودرجة حرارة العزل ، ووقت التثبيت ، والتنسيب ، وما إلى ذلك.
درجة حرارة الفرن ومعدل التسخين
مصبوبات فولاذية منغنيز عالية في الفرن قبل صب سطح الرمل اللزج ، وثني وصب الناهض للتنظيف. يتم عزل الرمل اللاصق الموجود على تسخين أو تبريد الصب ، بحيث يكون تسخين الصب والماء بعد التبريد غير منتظم ، وسوف يقلل الرمل اللزج الشديد من مياه الصب في معدل التبريد ، مما يؤدي إلى ترسب كربيد حدود الحبوب. يكون الشق أرق وغير مكربن عند تسخينه بالمعالجة الحرارية. بعد تبريد الماء ، يصبح مارتينسيت ، ويتوسع حجم التحول المارتنسيتي ، مما قد يتسبب في تشقق مصفوفة الصب والتوتر. الموصلية الحرارية العالية لصلب المنغنيز منخفضة ، 100 ℃ تحت الكربون الصلب 1/4 إلى 1/6 مرة ، 600 عندما يكون الفولاذ الكربوني 1/2 إلى 5/7 مرات. معامل التمدد الحراري الفولاذي المنغنيز العالي ، للفولاذ الكربوني مرتين ، أكثر من 2. على الرغم من أن الصب في عملية التسخين ذات درجة الحرارة المنخفضة بدون إجهاد انتقال الطور يحدث ، ولكن يتم تسخينه إلى 500 ℃ أو أكثر ، سيكون في البلورة وتظهر حدود الحبوب ظاهرة كربيد هشة ، يحدث تحول البرليت في بعض الأحيان. هيكل الضفدع الفولاذي المنغنيز العالي معقد ، نفس اختلاف سمك جدار الصب بين المصبوب ، لا يوجد إجهاد صب صغير. في المعالجة الحرارية لعملية التسخين أو التبريد في أجزاء مختلفة من وجود فرق كبير في درجة الحرارة ، مما ينتج عنه إجهاد حراري. بهذه الطريقة ، يتم فرض الإجهاد الحراري وضغط الصب ، مما يتسبب في حدوث تشققات في الضفدع. لذلك ، يجب علينا التحكم في درجة حرارة الفرن ومعدل التسخين المرتفع للضفدع الفولاذي المنغنيز.
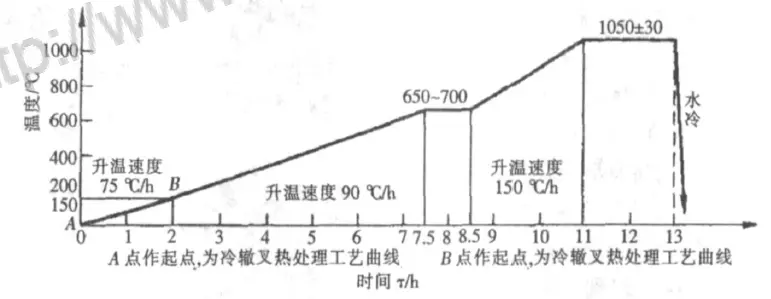
عملية المعالجة الحرارية للضفادع الفولاذية عالية المنغنيز بطريقتين: معالجة الضفادع الباردة ومعالجة الضفادع الساخنة. بالنسبة للضفادع الساخنة ، إذا كان نفس الفرن في نفس درجة حرارة الفرن المثبتة ودرجة الحرارة الأساسية متوافقة مع الفرن ، فإن هذه العملية يمكن أن تكون فعالة في استخدام الطاقة وتحسن الكفاءة. ولكن في الإنتاج الفعلي لدرجة حرارة الفرن يصعب مواءمتها مع درجة حرارة الفرن ، والفرق كبير ، والأسباب الرئيسية هي: ضفادع الفرن المختلفة خارج الصندوق بعد انفجار الماء في نفس الفرن الحراري ، مما يؤدي إلى نفس الشيء فرن الضفدع درجة الحرارة الأولية مختلفة ؛ بسبب الإنتاج المستمر ، فإن درجة حرارة الفرن تختلف كل يوم ؛ تؤدي التغيرات الموسمية في درجات الحرارة إلى تغيرات في درجة حرارة السياج والأفران ؛ سوف تسبب الضفادع في الفرز في الفرن اختلافًا معينًا في درجة الحرارة. هذا يؤدي إلى اختلاف كبير في درجة الحرارة بين الضفدع والفرن. عملية قديمة لمصنع شنيانغ للسكك الحديدية لمصنع الإكسسوارات المنزلية Xue لنقطة انطلاق ارتفاع درجة حرارة الضفدع الساخن (450 ℃) ، وسرعة التسخين (150. / ساعة). بسبب الموصلية الحرارية الضعيفة لصلب المنغنيز العالي ، فإنه سيؤدي إلى إجهاد حراري أكبر داخل الضفدع ، في التبريد أو التبريد اللاحق للمياه في التبريد أو التكسير المبكر. بالنسبة للضفدع البارد (درجة الحرارة هي درجة حرارة الغرفة) قبل عدم كفاية متوسط درجة الحرارة ، يكون وقت الانتظار قصيرًا ، ونقطة البداية لدرجة الحرارة المرتفعة (على التوالي 400 درجة مئوية و 200 درجة مئوية) ، تسخين سريع (على التوالي 160 درجة / ساعة و 90 درجة مئوية) / ح). هذه نقطة البداية لارتفاع درجة الحرارة والضفادع ودرجة حرارة بدء الفرن هناك فرق كبير في درجة الحرارة ، مما تسبب في وجود الضفادع في الماء بعد معالجة التكسير.
درجة حرارة المحلول ووقت الانتظار
يتم تحديد درجة حرارة المحلول ووقت الاحتفاظ به على النحو التالي: يتم إذابة الكربيدات تمامًا ، ويكون حجم الحبيبات المناسب للأوستينيت ، والتركيب الكيميائي في الفولاذ موحدًا ، ويتم الحصول على أفضل الخواص الميكانيكية ، ويتم منع ظهور النسيج المحموم . يوفر TB / T447 - 2004 درجة حرارة صلابة للماء تتراوح من 1000 إلى 1100 درجة مئوية للضفادع الفولاذية ذات المنغنيز المرتفعة بدون عناصر صناعة السبائك الأخرى. عملية انحلال الكربيد للجسم الكربوني هي أن الكربون ينتشر من الكربيد إلى الأوستينيت ، وتكون مرحلة السمنتيت الأصلية ذاتية الانتشار وتشكل الأوستينيت المكعب المتمركز على الوجه. (Fe ، Mn) 3C كربيد الكربون في ذرات الكربون والقوة الذرية الأخرى ضعيفة ، ويسهل تنفيذ العملية ، ومعدل الذوبان أسرع. تسخينها إلى 1000 درجة مئوية ، (Fe ، Mn) 3 درجة مئوية يمكن أن تتحلل بالكامل. من أجل تسريع التحلل والذوبان والانتشار ، لتعزيز تكوين التجانس ، فإن درجة حرارة المحلول من 1050 ~ 1100 ℃ كافية. عندما تتجاوز درجة الحرارة 1050 ℃ ، تبدأ حبيبات الأوستينيت في النمو. عندما تصل درجة الحرارة إلى 1120 ℃ ، تنمو حبيبات الأوستينيت بشكل واضح. عندما تكون درجة الحرارة أكبر من 1150 ℃ ، تكون الحبوب خشنة ويظهر النسيج شديد الحرارة. بالنسبة للصلب المنغنيز العالي الذي يحتوي على الكروم والموليبدينوم والفاناديوم والتيتانيوم وعناصر تشكيل كربيد أخرى ، سيكون هناك كربيدات خاصة في المنظمة ، والحل أكثر صعوبة ، ويجب زيادة درجة حرارة المحلول 30 ~ 50 ℃. تظهر النتائج أنه بالنسبة لصلب المنغنيز العالي الذي يحتوي على الكروم والموليبدينوم والفاناديوم ، عندما تكون درجة حرارة معالجة المياه 1050 ℃ ، لا يمكن تحويل الأوستينيت بالكامل ولا يمكن ترسيب الكربيدات بالكامل. عند درجة حرارة تسخين 1100 ℃ ، تحول الأوستينيت بالكامل ، حبيبات دقيقة ، تشتت كربيد ، ولها خصائص ميكانيكية جيدة. في حين أن درجة حرارة صلابة الماء 1150 ℃ ، أصبحت الحبوب اتجاهًا كبيرًا. وقت العزل طالما يمكن إذابة الكربيد بالكامل ، يمكن أن تكون المكونات موحدة بشكل متساوٍ. وقت الإمساك المفرط ليس جيدًا للخصائص الميكانيكية. يوضح الجدول 1 تأثير وقت الانتظار على الخواص الميكانيكية للضفادع الفولاذية عالية المنغنيز ، حيث يكون التركيب الكيميائي ووقت التسخين ودرجة حرارة التثبيت (1080 ℃) للمسبوكات متماثلة. يمكن رؤيته من الجدول 1 ، من الواضح أن العزل 0.5 ساعة غير كافٍ ، وأفضل عزل 2 ساعة ، وأكثر من ساعتين عندما ينخفض الأداء. نظرًا لأن الشركات المصنعة في العزل قبل عملية المعالجة الحرارية ليست هي نفسها ، فإن وقت العزل مختلف ، حيث يكون وقت الضفدع الفولاذي المنغنيز عاليًا من 2 إلى 2 ساعة.




