اتصل بنا
يرجى ترك احتياجاتك المحددة ومعلومات الاتصال، وسوف يقوم الموظفون بالاتصال بك في أقرب وقت ممكن!
Qiming Casting هي واحدة من أكبر مسابك صب الفولاذ المنغنيز في سوق الصين ، والتي تركز على الصب هادفيلد الصلب لبطانات الكسارة ، وبطانات المطاحن ، وبطانات ارتداء التقطيع ، ورحلات تغذية المئزر. حاليًا ، شركتنا قادرة على تصميم وهندسة وتصنيع المسبوكات التي يتراوح وزنها من 5 كجم إلى 18000 كجم.
ليس فقط صلب Hadfield القياسي (Mn14) ، فإن Qiming Casting يلقي أيضًا فولاذ المنغنيز الفائق (Mn18 ، Mn22) وسبائك الصلب المنغنيز (Mn14Cr2 ، Mn18Cr2 ، Mn22Cr2 ، Mn18Cr2NiMo ، وسبائك أخرى) للتعدين والأسمنت وصناعة المحاجر.
تخدم Qiming Casting قاعدة عالمية من الشركات المصنعة للمعدات الأصلية والمناجم المعدنية والمصانع التجميعية. لقد قمنا بتطوير منشأة ذات مستوى عالمي لإنتاج مصبوبات فولاذية منجنيز عالية الجودة بكفاءة وبطريقة آمنة ومراقبة الجودة وسليمة بيئيًا.
تقوم Qiming Casting بتصنيع أنواع من أجزاء صب الفولاذ المنغنيز لاستغلال المحاجر والتعدين وصناعة الأسمنت ، والتي تشمل: بطانات الفك المنغنيز ، وبطانات مخروط المنغنيز ، وبطانة مطحنة المنغنيز ، وأحواض مغذي المئزر من المنغنيز ، وأجزاء تقطيع المنغنيز ، ومطارق المنغنيز.

تقوم Qiming Casting بتصنيع بطانات الفك من المنغنيز للعلامات التجارية الشهيرة ، والتي تشمل ألواح الفك الثابتة ، ولوحات الفك المتحركة ، وألواح الخد.

تقوم Qiming Casting بتصنيع بطانات مخروطية من المنجنيز للعلامات التجارية الشهيرة ، والتي تشمل غطاء الكسارة المخروطية ، والكسارة المخروطية المقعرة ، وحلقة الشعلة.

تقوم Qiming Casting بتصنيع بطانات المنغنيز للعلامات التجارية الشهيرة ، والتي تشمل بطانة النهاية ، وبطانة الرفع ، وبطانة التفريغ ، وبطانات الغلاف.

تقوم Qiming Casting بتصنيع أحواض تغذية مئزر المنغنيز للعلامات التجارية الشهيرة ، والتي تشمل سلسلة D وسلسلة AF وغيرها.

تقوم شركة Qiming Casting بتصنيع قطع غيار لتقطيع المنجنيز للعلامات التجارية الشهيرة. تشمل هذه الأجزاء شبكات التقطيع والسندان والأغطية والمطارق.

تقوم شركة Qiming Casting بتصنيع مطارق المنغنيز لمصانع الكسارة المطرقية والتقطيع. يزيد الفولاذ المصنوع من سبائك المنغنيز بشكل كبير من عمر خدمة المطرقة.

يتم تنفيذ كل عملية من عمليات الإنتاج لدينا بما يتفق بدقة مع إجراءات التشغيل القياسية (SOP). العملية الرئيسية هي كما يلي: محاكاة الصب ، وتطوير القالب ، وفحص المواد الخام ، والنمذجة (صنع اللب) ، والصهر ، وصب المعادن ، والتنظيف والمعالجة الحرارية ، والتشغيل الآلي ، والفحص ، وتعبئة المستودعات ، والشحن.
تصميم وإنتاج القوالب حسب متطلبات الرسومات. بشكل عام ، يمكن استخدام القوالب الخشبية للإنتاج من قطعة واحدة ، ويتم تصنيع القوالب البلاستيكية والقوالب المعدنية للإنتاج الضخم ، ويمكن تصنيع القوالب للمسبوكات الكبيرة.
يشمل النمذجة (تشكيل تجويف الصب برمل القولبة) ، وصنع اللب (تشكيل الشكل الداخلي للصب) ، ومطابقة القالب (وضع اللب في التجويف وإغلاق القوارير العلوية والسفلية). النمذجة هي عملية أساسية في الصب.
وفقًا للتركيب المعدني المطلوب، يتم مطابقة التركيب الكيميائي، ويتم اختيار فرن الصهر المناسب لصهر مادة السبائك لتشكيل سائل معدني مؤهل (بما في ذلك التركيب المؤهل ودرجة الحرارة المؤهلة).
صب المعدن المنصهر المؤهل في صندوق الرمل المجهز بالقالب. تتطلب مرحلة الصب متطلبات أمان عالية، ولدينا عملية تحكم صارمة لحماية سلامة موظفينا.
بعد صب المعدن المنصهر وترسيخه ، تتم إزالة رمل القولبة ، ويتم إخراج البوابة والمرفقات الأخرى لتشكيل الصب المطلوب.
إن التشغيل هو الخطوة الأكثر أهمية لمساعدة البضائع على التثبيت.
يتم فحص جميع أبعاد الفراغات باستخدام آلة قياس ثلاثية الأبعاد. لدينا آلة قياس صلابة روكويل، وجهاز التوازن الديناميكي، ومقياس الاستدارة، وما إلى ذلك. يضم قسم الجودة في الشركة موظفين معتمدين لإجراء اختبارات UT وPT وMT.
يعد التركيب الكيميائي أحد أهم العوامل التي يمكن أن تؤثر على الخواص الميكانيكية للمسبوكات الفولاذية عالية المنغنيز. يلعب محتوى الكربون والمنغنيز دورًا مهمًا في إنتاج الفولاذ عالي المنغنيز. يمكن أن يحتوي مسبك الصلب المنغنيز على عدة درجات معدلة على مسار الإنتاج الخاص به، وعادةً ما يتم إنتاج هذه الدرجات لتلبية متطلبات التطبيق، وحجم القسم، وحجم الصب، والتكلفة، واعتبارات قابلية اللحام. وتلعب عناصر المحتوى الأخرى أيضًا دورًا مهمًا في صب الفولاذ المنغنيز.
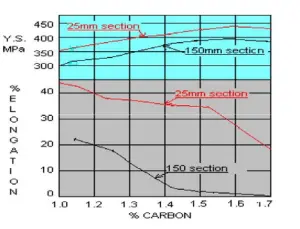
تأثير محتوى الكربون على مقاومة الخضوع واستطالة صب الفولاذ المنغنيز
تأثير محتوى الكربون على مقاومة الخضوع واستطالة صب الفولاذ المنغنيز. لقد أظهر بشكل منهجي أن مقاومة التآكل لصب الفولاذ المنغنيز العالي ستزداد مع زيادة محتوى الكربون. نادرًا ما يتم استخدام محتوى الكربون فوق 1.4٪ نظرًا لصعوبة الحصول على هيكل أوستنيتي خالٍ من كربيدات حدود الحبوب التي تضر بقوة الفولاذ المذكور وليونة.
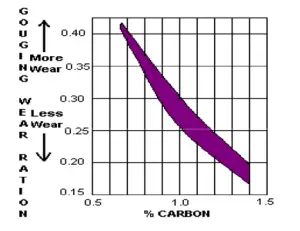
تأثير محتوى الكربون على مقاومة التآكل في صب الفولاذ المنغنيز
تأثير محتوى الكربون على مقاومة التآكل في صب الفولاذ المنغنيز. يمكن استخدام محتوى الكربون المنخفض (0.7٪ C كحد أدنى) لتقليل ترسيب الكربيد في المصبوبات الثقيلة أو في اللحامات ، كما يتم تحديد محتويات منخفضة الكربون مماثلة لمعدن حشو اللحام. من ناحية أخرى ، من المعروف أن المنغنيز هو عامل استقرار الأوستينيت وبالتالي فإن فائض المنجنيز إلى الفولاذ سيجعل الطور الأوستنيتي مستقرًا في درجة حرارة الغرفة. الأوستينيت له هيكل FCC ؛ لذلك فإن زيادة المنجنيز (20 - 26)٪ بالوزن يمكن أن تقلل من قوة الغلة.
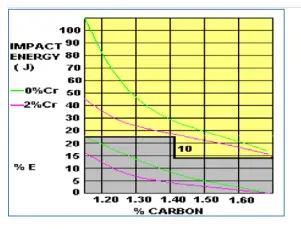
تأثير محتوى الكروم في صب 13٪ من الفولاذ المنغنيز
يميل الكروم إلى زيادة اختراق الصلابة. هذا العنصر له تأثيرات مثيرة للاهتمام على الفولاذ بالإضافة إلى تحسين مقاومة التآكل لفولاذ المنغنيز. يعمل الكروم كمشكل للكربيد وبالتالي فإن زيادة الكروم في فولاذ المنغنيز ستؤدي إلى ترسب الكربيد عند حدود الحبوب في حالة الصب. أظهرت نتائج بريبولوفا أنه لتقليل الكسر الحجمي للكربيد والحصول على قيم جيدة للتأثير، يجب أن يقتصر محتوى الكروم على 0.1٪. يمكن إزالة هذا الكربيد عن طريق المعالجة بالمحلول بين 1050 درجة مئوية - 1100 درجة مئوية. إذا كانت الكربيدات موجودة في الهيكل المطفأ، فمن المستحسن أن تكون موجودة كجسيمات أو عقيدات غير ضارة نسبيًا داخل حبيبات الأوستينيت بدلاً من كونها أغلفة مستمرة عند حدود الحبوب. إذا كانت هذه الكربيدات موجودة كجسيمات غير ضارة داخل المصفوفة، فإن قوة الخضوع ستزداد بينما تقل طاقة التأثير.
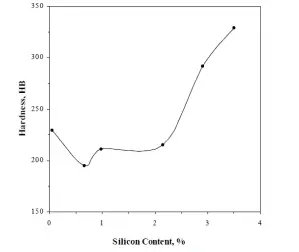
تأثير محتوى السيليكون على صب الفولاذ المنغنيز
يستخدم السيليكون كعامل إزالة الأكسدة (القاتل) في صهر الفولاذ ، ولكن بالنسبة لصلب المنغنيز ، فإن إضافة السيليكون يغير شكل Fe3C وله تأثير على صلابة فولاذ المنغنيز. يمكن تفسير الزيادة في الصلابة على أساس أنه من خلال زيادة محتوى السيليكون إلى ما بعد 1.99٪ ، سيزداد جزء الحجم من Fe3C مما يؤدي إلى زيادة صلابة حديد Hadfield.

تأثير محتوى الفسفور على صب الفولاذ المنغنيز
الفوسفور هو مصدر قلق أكبر في الفولاذ المنغنيز ويميل إلى الانفصال عند حدود الحبوب، ويتحول إلى سائل أثناء التلدين بالمحلول، ويشكل طبقة فوسفيدية متشققة. يُظهر محتوى الفوسفور لقضبان الاختبار التي يبلغ قطرها 25 مم تغيرًا طفيفًا في خصائص الشد. فوق 0.06٪ فوسفور، تنخفض مرونة الفولاذ المنغنيز عالية الحرارة بشكل كبير بسبب الفوسفيد الإيتكتيكي. فوق 0.1٪، تقل قوة الشد واستطالة الفولاذ المنغنيز.
يؤدي إضافة الموليبدينوم إلى فولاذ المنغنيز إلى حدوث عدة تغييرات. أولاً، تنخفض درجة حرارة بداية المارتنسيت مما يزيد من استقرار الأوستينيت ويؤخر ترسب الكربيد. بعد ذلك، تغير إضافات الموليبدينوم مورفولوجيا الكربيدات التي تتشكل أثناء إعادة التسخين بعد معالجة المادة بالمحلول. تتشكل عادةً أغشية حدود الحبوب من الكربيدات الإبرية، ولكن بعد إضافة الموليبدينوم تتحد الكربيدات المترسبة وتتشتت عبر الحبوب. نتيجة هذه التغييرات هي تحسين صلابة الفولاذ بإضافة الموليبدينوم. يمكن تحسين الخواص الميكانيكية أثناء الصب من خلال إضافة الموليبدينوم. يمكن أن تكون هذه فائدة حقيقية أثناء إنتاج الصب. في درجات الكربون الأعلى، يزيد الموليبدينوم من ميل الانصهار الأولي، لذلك يجب توخي الحذر لتجنب هذا لأن الخواص الميكانيكية الناتجة ستقل بشكل كبير.
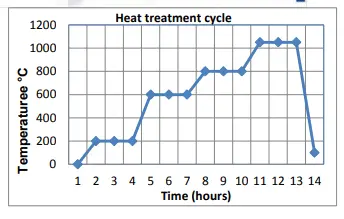
من الناحية المثالية ، فإن فولاذ المنغنيز المعالج بالحرارة سيكون له بنية مجهرية أوستنية دقيقة متجانسة بالكامل. حجم الحبوب هو وظيفة صب درجة الحرارة والمعالجة الحرارية لا تؤثر عادة على حجم الحبوب. حاول البعض تطوير استراتيجيات المعالجة الحرارية التي من شأنها أولاً تحويل الهيكل إلى هيكل من اللؤلؤ ، والذي من شأنه أن يسمح بعد ذلك بتكرير الحبوب في المعالجة الحرارية النهائية. لم يتم قبول هذه الاستراتيجيات أو تنفيذها على نطاق واسع لأسباب مختلفة. أحد الأسباب هو أن هذه الدورات تصبح باهظة الثمن بسبب درجات حرارة الفرن العالية وأوقات الانتظار الطويلة المطلوبة. بالإضافة إلى ذلك ، لم يتم تحسين السبيكة بشكل كبير من خلال هذه الدورات.
تتكون دورة المعالجة الحرارية النموذجية لمعظم فولاذ المنغنيز من حل يصلب متبوعًا بإخماد الماء. قد تبدأ هذه الدورة في درجة حرارة الغرفة أو عند درجة حرارة مرتفعة حسب درجة حرارة البداية للمسبوكات. يتم ضبط درجة حرارة البدء في فرن المعالجة الحرارية بالقرب من درجة حرارة المسبوكات ثم يتم رفعها بمعدل بطيء إلى متوسط حتى الوصول إلى درجة حرارة النقع. عادة ما تكون درجات حرارة النقع عالية من أجل تسهيل إذابة أي كربيد قد يكون موجودًا. تُستخدم درجات الحرارة عند أو بالقرب من 2000 درجة فهرنهايت عادةً لتحقيق تأثير التجانس المطلوب. سيحدد التركيب الكيميائي للسبيكة درجة حرارة النقع في النهاية.
تعمل المعالجة الحرارية على تقوية فولاذ المنغنيز الأوستنيتي بحيث يمكن استخدامه بأمان وموثوق في مجموعة واسعة من التطبيقات الهندسية. إن التلدين والتبريد بالمحلول هو العلاج القياسي الذي ينتج خصائص الشد الطبيعية والصلابة المطلوبة. وهذا ينطوي على الأوستنيتية تليها بسرعة التبريد بالماء. يتم الاحتفاظ بدرجة حرارة الأوستنيت بين 1050 درجة مئوية - 1100 درجة مئوية ثم يتم إخمادها في الماء المقلب وذلك لإزالة مرحلة البخار.

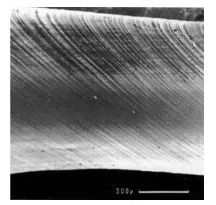
تظهر البنية المجهرية خطوط الانزلاق
تصلب العمل ، المعروف أيضًا باسم تصلب الإجهاد أو العمل على البارد ، هو تقوية المعدن عن طريق تشوه البلاستيك. يحدث هذا التعزيز بسبب حركات الخلع وتوليد التفكك داخل البنية البلورية للمادة. الطريقة المعتادة لتشوه البلاستيك في المعادن هي عن طريق انزلاق كتل من البلورة فوق أخرى على طول مستويات بلورية محددة ، تسمى المستويات المنزلقة. تتحرك الذرات بعدد متكامل من المسافات الذرية على طول مستوى الانزلاق ويتم إنتاج خطوة تُعرف باسم خط الانزلاق.
ينتج عن التصلب الناتج عن الخلع تتراكم على السهول المنزلقة عند الحواجز في البلورة. من المفهوم الآن أن تصلب الإجهاد أو تصلب العمل ناتج عن الاضطرابات التي تتفاعل مع بعضها البعض ومع الحواجز التي تعيق حركتها عبر الشبكة البلورية. يمكن القول أنه يمكن زيادة معدل تصلب العمل إذا أمكن زيادة الحواجز التي تعيق حركة الاضطرابات.
لقد تم ذكر أن الميزة الفريدة لهذا الفولاذ المنغنيز الصلب عالي القوة هو التصلب السريع للعمل ، من قوة الخضوع البالغة 379 ميجا باسكال إلى قوة الشد القصوى البالغة 965 ميجا باسكال على السطح. من الشائع أن تدرس أن تصلب العمل السريع في حديد هادفيلد ينشأ من التحول الناجم عن الإجهاد من الأوستينيت إلى المارتينسيت.
كما أن خصائص مقاومة التآكل الفريدة لصلب المنغنيز تجعل من الصعب جدًا تشغيله في أفضل الأحوال. في الأيام الأولى لإنتاج الفولاذ المنغنيز ، كان يُعتقد أنه لا يمكن تصنيعه وتم استخدام الطحن لتشكيل الأجزاء. الآن مع أدوات القطع الحديثة ، من الممكن تقليب وتجويف وطحن فولاذ المنغنيز. لا يشبه فولاذ المنغنيز أنواع الفولاذ الأخرى ويتطلب عادة أدوات مصنوعة بزاوية أشعل النار سلبية. بالإضافة إلى ذلك ، تؤدي السرعات المنخفضة نسبيًا مع عمق القطع الكبير إلى أفضل النتائج. ينتج عن هذا الترتيب قوى قطع عالية ويجب أن تكون المعدات والأدوات قوية لتحمل هذه القوى. يمكن لأي ثرثرة للأداة أن تزيد من صلابة العمل على السطح الذي يتم تشكيله. عادة ما يتم القطع دون أي نوع من التشحيم. أثناء تصنيع المنغنيز بالقطع ، من المهم إزالة المنطقة التي تصلب العمل باستمرار مع القطع التالي. ستؤدي قطع التشطيب الصغيرة أو ثرثرة الأداة إلى بناء الصلابة وتجعل السطح المتبقي غير قابل للضبط تقريبًا.
إن عملية الحفر من الفولاذ المنغنيز ، على الرغم من إمكانية ذلك ، أمر صعب للغاية ويجب إجبار الثقوب المطلوبة في الجزء مقابل الحفر. إذا كانت الثقوب المحفورة مطلوبة ، غالبًا ما تُدرج الحشوات الفولاذية الخفيفة في الجزء بحيث يمكن حفر أو غلق الفتحة الآلية أو الحفر.
