Η χύτευση παπουτσιών πίστας είναι ένα κρίσιμο συστατικό του ηλεκτρικά φτυάρια, αντιπροσωπεύοντας το 10% έως 15% του συνολικού βάρους του εξοπλισμού. Ως το περπάτημα του εξοπλισμού εξόρυξης, λειτουργεί σε σκληρά περιβάλλοντα και αντιμετωπίζει πολύπλοκες και μεταβλητές συνθήκες καταπόνησης, οδηγώντας γρήγορα σε φθορά, παραμόρφωση, ακόμη και σπασίματα του παπουτσιού πίστας. Τα παπούτσια πίστας μεγάλου εξοπλισμού αντικαθίστανται γενικά σε ομάδες, με υψηλό κόστος αντικατάστασης. Επομένως, τα παπούτσια πίστας πρέπει να έχουν ολοκληρωμένα χαρακτηριστικά απόδοσης, όπως υψηλή αντοχή, αντοχή στη φθορά, αντοχή σε κρούση και αντοχή στην κόπωση. Επί του παρόντος, τα υλικά για χύτευση παπουτσιών πίστας περιλαμβάνουν κυρίως χάλυβα υψηλής περιεκτικότητας σε μαγγάνιο, χάλυβα χαμηλού κράματος κ.λπ., με πολλά μοντέλα στο εξωτερικό να επιλέγουν παπούτσια τροχιάς με χαμηλό κράμα χάλυβα.
Ο χάλυβας χαμηλού κράματος διατηρεί την αντοχή στη φθορά ενώ προσφέρει καλύτερη συνολική απόδοση από ό χάλυβας υψηλού μαγγανίου. Ωστόσο, η προσθήκη στοιχείων κράματος σε χάλυβα χαμηλού κράματος μειώνει τη θερμική αγωγιμότητα του κράματος. Διευρύνει το εύρος στερεοποίησης, καθιστώντας το πιο επιρρεπές στη δημιουργία σημαντικών τάσεων κατά τη στερεοποίηση, οδηγώντας σε σχηματισμό ρωγμών. Η Qiming Casting ερεύνησε τη διαδικασία χύτευσης παπουτσιών τροχιάς χαμηλού κράματος χάλυβα και αντιμετώπισε προβλήματα όπως ρωγμές και κόλλημα άμμου κατά τη δοκιμαστική παραγωγή. Ως απάντηση σε αυτά τα προβλήματα, αυτό το άρθρο βελτιστοποιεί τη διαδικασία χύτευσης των παπουτσιών πίστας, εξαλείφει τα ελαττώματα χύτευσης και παράγει κατάλληλα προϊόντα χύτευσης παπουτσιών.
Ανάλυση τεχνικών απαιτήσεων παπουτσιών πίστας και δυσκολίες στη διαδικασία χύτευσης
Τεχνικές απαιτήσεις
χημική σύνθεση
Τα παπούτσια πίστας είναι χυτά από χάλυβα υψηλής αντοχής χαμηλής κραματοποίησης και έχουν καλή αντοχή στη φθορά και την κρούση. Το συγκεκριμένο υλικό είναι τροποποιημένο σύμφωνα με το AS-1444-Grade4320. Η χημική σύνθεση φαίνεται στον Πίνακα 1.
| Πίνακας 1. Απαίτηση χημικής σύνθεσης wb/% | ||||||||||
| C | Si | Mn | S | P | Mo | Ni | Cu | Al | V | |
| Min. | 0.21 | 0.3 | 0.8 | 0 | 0 | 0.4 | 1.4 | 0.03 | 0 | |
| Max. | 0.25 | 0.6 | 1.1 | 0.035 | 0.035 | 0.45 | 1.7 | 0.3 | 0.06 | 0.03 |
Απαιτήσεις ποιότητας
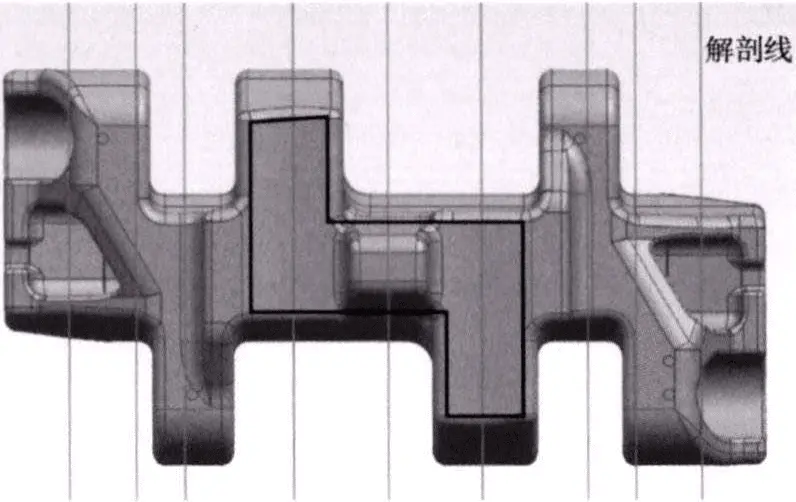
Με βάση τις συνθήκες χρήσης των διαφόρων δομικών τμημάτων του παπουτσιού πίστας, χωρίζεται σε κρίσιμες και μη κρίσιμες περιοχές. Οι κρίσιμες περιοχές είναι οι περιοχές που περικλείονται από την πολύγραμμη στο Σχήμα 1 και τα τμήματα του αυτιού με πείρο. Κατά τη δοκιμαστική παραγωγή, τα προϊόντα χύτευσης πρέπει να υποβληθούν σε γενικές οπτικές, διαστατικές επιθεωρήσεις, μαγνητικά σωματίδια και υπερήχους. Μετά την κατεργασία, οι οπές των πείρων πρέπει να υποβληθούν σε διεισδυτική επιθεώρηση στην επεξεργασμένη επιφάνεια. Μετά τη θερμική επεξεργασία, τα δείγματα πρέπει επίσης να τεμαχιστούν όπως απαιτείται, με τις τομές που φαίνονται στο Σχήμα 1. Μετά την ανατομή, διενεργούνται επιθεωρήσεις διεισδυτικού, μαγνητικού σωματιδίου, υπερήχων και ακτινογραφίας στις ανατομευμένες επιφάνειες. Το φινίρισμα της επιφάνειας της χύτευσης θα πρέπει να πληροί τις απαιτήσεις των προτύπων οπτικής επιθεώρησης ASTM A802 και η επιφάνεια χύτευσης δεν πρέπει να έχει κόλληση άμμου ή δέρμα οξειδίου. Η επιθεώρηση με υπερήχους πραγματοποιείται σύμφωνα με τα πρότυπα επιθεώρησης υπερήχων AS2574-2000 – Casttech, με απαιτήσεις πρώτου επιπέδου για κρίσιμες περιοχές και απαιτήσεις δεύτερου επιπέδου για μη κρίσιμες περιοχές. Ο ακτινογραφικός έλεγχος πραγματοποιείται σύμφωνα με το ASTM E94 – Πρότυπος Οδηγός για Ακτινογραφική Εξέταση, με ελαττώματα σε κρίσιμες περιοχές Α, Β και Γ να περιορίζονται σε λιγότερο από 2ο βαθμό, ενώ ελαττώματα στα D, E και F δεν επιτρέπονται. Σε μη κρίσιμες περιοχές, τα ελαττώματα στα Α και Β πρέπει να είναι μικρότερα από 2ου βαθμού, Γ μικρότερα από 3ου βαθμού και τα ελαττώματα D, E και F δεν επιτρέπονται. Λόγω των αυστηρών απαιτήσεων ποιότητας για τα χυτά, τίθενται υψηλές απαιτήσεις στη διαδικασία χύτευσης.
Ανάλυση των δυσκολιών της διαδικασίας χύτευσης
Χαρακτηριστικά δομής προϊόντος
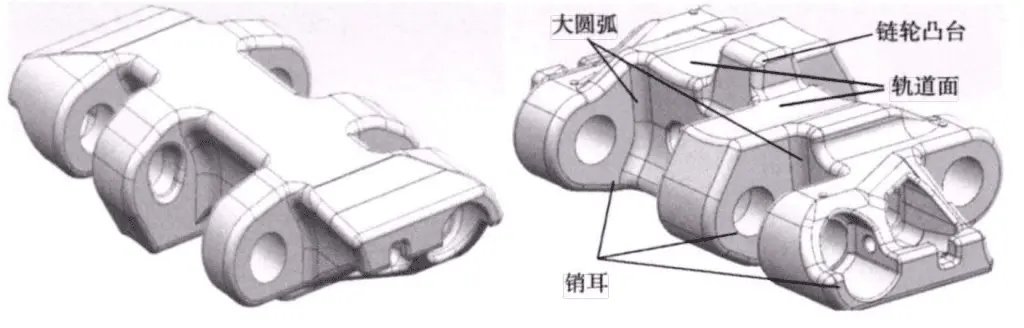
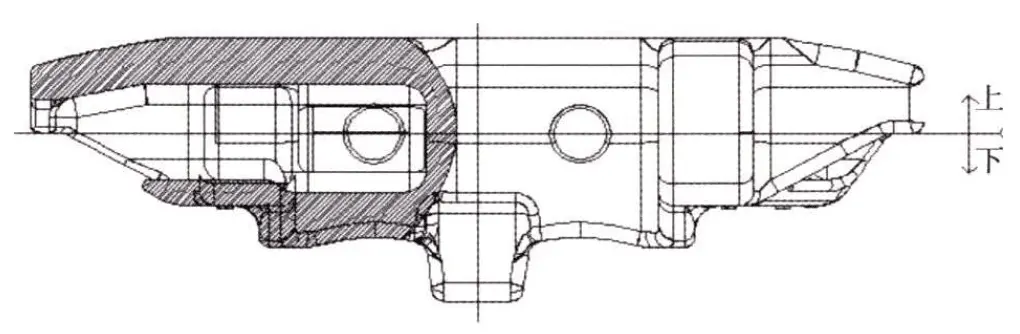
Το παπούτσι τροχιάς είναι ένα κρίσιμο στοιχείο του ηλεκτρικού φτυαριού, όπως φαίνεται στο Σχήμα 2. Το ατομικό βάρος αυτού του προϊόντος είναι 909 kg, με συνολικές διαστάσεις 1,400 mm x 760 mm x 430 mm. Το προϊόν έχει σημαντικές διακυμάνσεις στο πάχος του τοιχώματος, με μέγιστο πάχος 190 mm και ελάχιστο πάχος 40 mm, με το κύριο πάχος να κυμαίνεται από 70 mm έως 120 mm. Υπάρχουν τρεις τρύπες καρφίτσας σε κάθε πλευρά του παπουτσιού πίστας, οι οποίες απαιτούν μηχανική κατεργασία. Η χρήση των τρισδιάστατων γραφικών του προϊόντος επιτρέπει μια σαφή παρατήρηση της εσωτερικής δομής του χυτού. Το παπούτσι τροχιάς μπορεί να χωριστεί σε πολλές αμοιβαία ανεξάρτητες περιοχές, συμπεριλαμβανομένου του κεντρικού οδοντωτού τροχού, αυτιών με έξι ακίδες και δεκατριών μεγάλων τόξων που συνδέουν τα αυτιά καρφίτσας με το σώμα, όπως φαίνεται στο σχήμα 2. Η προκλητική διατομή απεικονίζεται στο σχήμα 3.
Ανάλυση τάσης ρωγμών
Τα χαρακτηριστικά των κραμάτων, οι ξαφνικές αλλαγές στο πάχος του τοιχώματος και η περιορισμένη συρρίκνωση μπορούν όλα να αυξήσουν την τάση των χυτών να αναπτύσσουν ρωγμές. Τα χυτά κράματα υψηλής σκληρυνσιμότητας είναι επιρρεπή στο σχηματισμό μαρτενσίτη κατά τη συγκόλληση, καθιστώντας τις ρωγμές δύσκολο να επισκευαστούν και ακόμη και να παράγουν θραύσματα προϊόντος. Ως εκ τούτου, η μείωση της εμφάνισης ρωγμών στα χυτά υποδήματα τροχιάς είναι μια κρίσιμη πτυχή του σχεδιασμού της διαδικασίας. Σύμφωνα με την ανάλυση της δομής χύτευσης, είναι γνωστό ότι το τόξο που συνδέει τα αυτιά των πείρων με το σώμα είναι η περιοχή όπου η χύτευση είναι πιο πιθανό να παρεμποδιστεί από το καλούπι άμμου κατά τη στερεοποίηση. Αυτή η περιοχή υφίσταται σημαντικές διακυμάνσεις στο πάχος του τοιχώματος και είναι η πιο ευαίσθητη περιοχή στο σχηματισμό ρωγμών στη χύτευση, απαιτώντας έτσι ιδιαίτερη προσοχή στο σχεδιασμό της διαδικασίας.
Σχεδιασμός διαδικασίας χύτευσης του παπουτσιού πίστας
Βασικές συνθήκες παραγωγής
Η διαδικασία περιλαμβάνει τη χρήση χύτευσης με άμμο με φαινολική ρητίνη και την κατασκευή πυρήνα και την τήξη του κράματος σε έναν κλίβανο μέσης συχνότητας 2 τόνων. Υιοθετείται χύτευση μηχανής, με πυρήνες κατασκευασμένους με το χέρι. Στις επιφάνειες εργασίας των καλουπιών και των πυρήνων άμμου εφαρμόζεται επίστρωση αλκοολικής σκόνης πυριτικού ζιρκονίου.
Επιλογή διαχωριστικής επιφάνειας
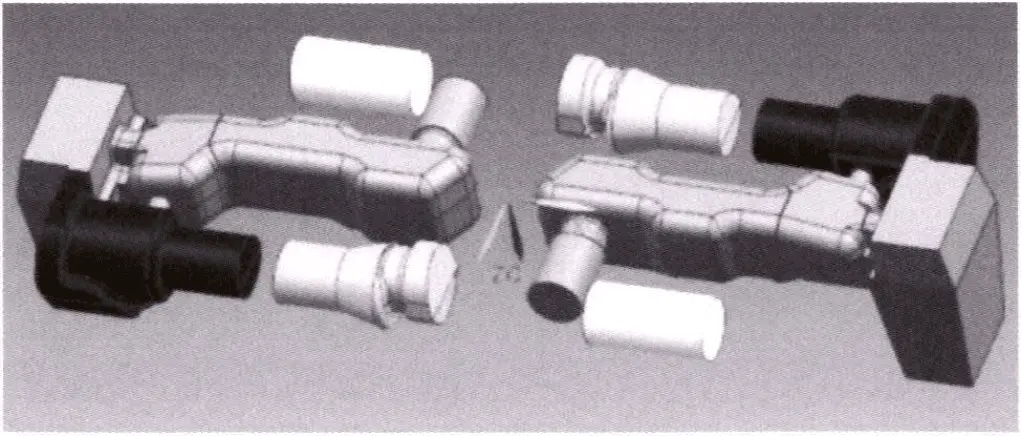
Το παπούτσι τροχιάς είναι κατασκευασμένο από χάλυβα χαμηλού κράματος και οι διεργασίες συρρίκνωσης υγρού και στερεοποίησης απαιτούν να καταναλωθεί μια ορισμένη ποσότητα λιωμένου χάλυβα, οπότε πρέπει να αναπληρωθεί μέσω ανυψωτικών στη χύτευση. Η επιφάνεια του πέλματος του παπουτσιού τροχιάς, το αφεντικό του οδοντωτού τροχού και τα αυτιά των πείρων είναι κρίσιμες περιοχές και πρέπει να τοποθετηθούν πρώτα στο κάτω μέρος του καλουπιού. Ταυτόχρονα, η τοποθέτηση της μεγάλης επίπεδης επιφάνειας στο πάνω μέρος του καλουπιού διευκολύνει τη διάταξη και τον καθαρισμό των ανυψωτικών. Για να απλοποιηθεί η δομή του πυρήνα και να διευκολυνθεί η αφαίρεση του πυρήνα, η γραμμή διαχωρισμού σχεδιάζεται στο επίπεδο όπου βρίσκεται το κέντρο της οπής του πείρου. Το απλοποιημένο διάγραμμα διαδικασίας χύτευσης φαίνεται στο Σχήμα 4.
Σχεδιασμός πυρήνα άμμου
Με βάση την καθορισμένη γραμμή διαχωρισμού, διεξάγεται ο σχεδιασμός του πυρήνα άμμου για τη χύτευση παπουτσιών τροχιάς, όπως φαίνεται στο Σχήμα 5. Οι πυρήνες άμμου για τις έξι εξωτερικές οπές πείρων έχουν κυλινδρική δομή, η οποία είναι απλή και εύκολη στην παραγωγή. Ο πυρήνας άμμου της εσωτερικής κοιλότητας έχει συνολικά σχήμα L. Μια μεγάλη κεφαλή πυρήνα τοποθετείται στην ουρά για να παρέχει τοποθέτηση και στερέωση, ενώ μια κυλινδρική κεφαλή πυρήνα τοποθετείται στην κεφαλή για βοηθητική τοποθέτηση και στερέωση, αποτρέποντας έτσι τη μετατόπιση και την αιώρηση των πυρήνων άμμου.
Διάταξη ανυψωτικού και παγωμένου σιδήρου
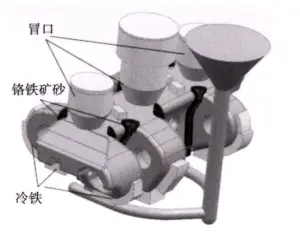
Τα κύρια hot spots του παπουτσιού πίστας είναι το κεντρικό γρανάζι και τα σημεία σύνδεσης των αυτιών καρφίτσας με το σώμα, συνολικά 7 στον αριθμό. Τοποθετώντας ρίγη, τα καυτά σημεία στο κύλινδρο του οδοντωτού τροχού και στις πλευρές του συνδυάζονται σε ένα hot spot. Τοποθετούνται ρίγη στο κάτω μέρος και στις πλευρές των αυτιών της καρφίτσας για να επιτρέψουν σε δύο εξωτερικά hot spot να μοιράζονται το ένα ανυψωτικό. Επομένως, απαιτούνται μόνο 3 ανυψωτικά για τη χύτευση, όπως φαίνεται στο Σχήμα 6.
Σχεδιασμός συστήματος πύλης
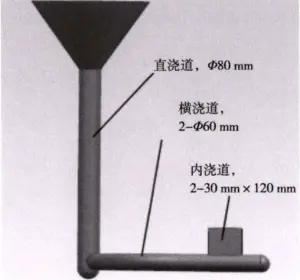
Το σύστημα πύλης χύτευσης είναι η δίοδος μέσω της οποίας ο τετηγμένος χάλυβας γεμίζει την κοιλότητα του καλουπιού χύτευσης. Ένα καλά σχεδιασμένο σύστημα πύλης μπορεί να μειώσει την ταχύτητα του τετηγμένου χάλυβα που εισέρχεται στην κοιλότητα του καλουπιού, να μειώσει τον στροβιλισμό, να ελαχιστοποιήσει την οξείδωση του χάλυβα, να βελτιώσει την ομαλότητα της διαδικασίας έκχυσης, να μειώσει την πιθανότητα πορώδους και να μετριάσει την επίδραση του τηγμένου χάλυβα στο καλούπι άμμου , μειώνοντας έτσι τον κίνδυνο ελαττωμάτων χύτευσης. Το σύστημα πύλης για τη χύτευση παπουτσιών τροχιάς φαίνεται στο Σχήμα 7, με τις αναλογίες εμβαδών τομής κάθε στοιχείου να προσδιορίζονται μέσω υπολογισμών ως εξής: A Ευθεία : A Εγκάρσιο : A Εσωτερικό = 1 : 1.12 : 1.43, που συνιστά ένα ανοιχτό σύστημα έκχυσης.
Σχέδιο άμμου από χρωμίτη
Σε σύγκριση με την πυριτική άμμο, η χρωμιτική άμμος έχει υψηλότερη πυρίμαχη ικανότητα, η οποία μπορεί να μειώσει την τάση χύτευσης άμμου να κολλάει στις περιοχές τοποθέτησης. Επιπλέον, η χρωμιτική άμμος μπορεί να επιταχύνει τον ρυθμό στερεοποίησης των περιοχών τοποθέτησης, επιτρέποντας στην επιφάνεια χύτευσης σε αυτές τις περιοχές να εδραιώσει πιο γρήγορα αντοχή, μειώνοντας έτσι την τάση ρωγμών. Από τη δομή του παπουτσιού τροχιάς, είναι προφανές ότι το τμήμα τόξου που συνδέει τα αυτιά των πείρων με το σώμα παρεμποδίζεται από το καλούπι άμμου κατά τη στερεοποίηση χύτευσης, με αποτέλεσμα σημαντική τάση. Σε συνδυασμό με το μεγάλο πάχος τοιχώματος σε αυτήν την περιοχή, η σταθεροποίηση της αντοχής είναι σχετικά αργή, καθιστώντας την επιρρεπή σε ρωγμές. Επομένως, θα πρέπει να τοποθετηθεί χρωμιτική άμμος σε αυτήν την περιοχή για να μειωθεί ο σχηματισμός ρωγμών, όπως φαίνεται στο σχήμα 6.
Οι περιοχές όπου τοποθετούνται ρίγη στην επιφάνεια χύτευσης και οι γύρω περιοχές παρουσιάζουν σημαντικές διαβαθμίσεις θερμοκρασίας κατά τη στερεοποίηση του μεταλλικού υγρού, οδηγώντας σε τάση συρρίκνωσης. Ειδικότερα, η τοποθέτηση ψύχους γύρω από παχιά τμήματα του χυτού δημιουργεί σημαντική πίεση, η οποία μπορεί εύκολα να υπερβεί την αντοχή του μεταλλικού υγρού φιλμ, προκαλώντας ελαττώματα ρωγμών. Η τοποθέτηση χρωμιτικής άμμου με καλές ιδιότητες αποθήκευσης θερμότητας μεταξύ της χύτευσης και της ψύξης μπορεί να αποτρέψει το σχηματισμό ρωγμών. Ως εκ τούτου, στο σχεδιασμό της διαδικασίας χύτευσης παπουτσιών τροχιάς, χρωμιτική άμμος, πάχους 10~20 mm, τοποθετείται γύρω από τα ρίγη σε παχιά τμήματα της χύτευσης.
Πρόβλεψη σκοπιμότητας διαδικασίας χύτευσης
Ανάλυση προσομοίωσης διαδικασίας πλήρωσης
Το σχήμα 8 δείχνει τη διαδικασία πλήρωσης της χύτευσης παπουτσιών τροχιάς. Σε 1 δευτερόλεπτο από την έκχυση, ο τηγμένος χάλυβας αρχίζει να γεμίζει την κοιλότητα του καλουπιού χύτευσης, με μια μικρή ποσότητα πιτσιλίσματος που εμφανίζεται καθώς εισέρχεται το υγρό, όπως φαίνεται στο Σχήμα 8α. Στη συνέχεια, το λιωμένο μέταλλο γεμίζει την κοιλότητα του καλουπιού χύτευσης, ξεκινώντας από το κάτω επίπεδο της χύτευσης. Αφού γεμίσει το κάτω επίπεδο, ο λιωμένος χάλυβας γεμίζει σταδιακά προς τα πάνω σε στρώσεις και η διαδικασία πλήρωσης προχωρά ομαλά. Κατά τη διαδικασία πλήρωσης, μπορεί να παρατηρηθεί από τη θερμοκρασία ότι οι περιοχές όπου τοποθετούνται ψύξη έχουν τη χαμηλότερη θερμοκρασία, ακολουθούμενες από τις άκρες του χυτού.



