
D4 Τροφοδοτικά ποδιών ποδιάς
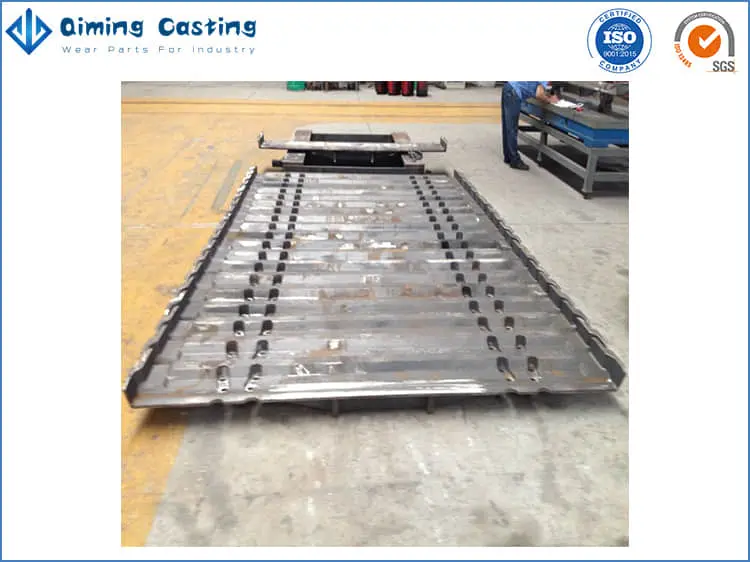
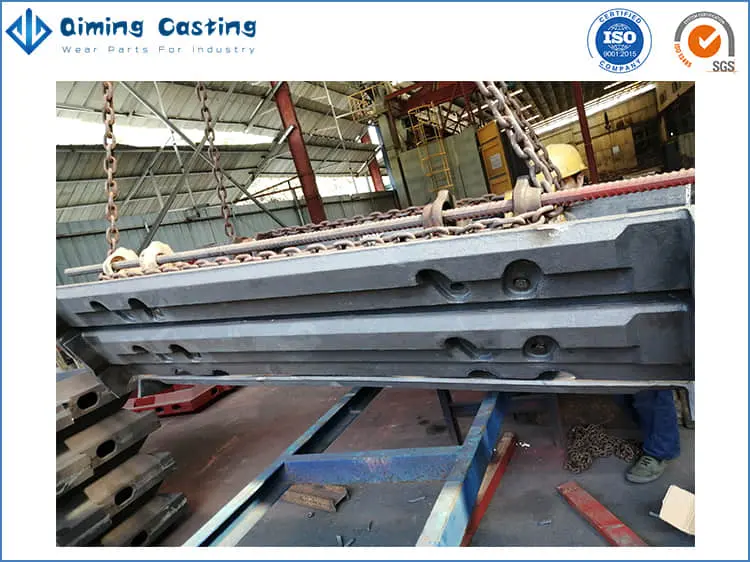
Οι τροφοδότες ποδιάς χρησιμοποιούνται για την εξόρυξη ή την τροφοδοσία μεγάλων, σβώλων, λειαντικών και βαρέων μεταλλευμάτων κάτω από σοβαρές συνθήκες πρόσκρουσης - συμπεριλαμβανομένων υγρών, κολλωδών ή παγωμένων εργασιών. Τα ταψιά τροφοδοσίας ποδιάς μαγγανίου της Qiming Casting είναι αποδεδειγμένα στη βιομηχανία ότι είναι το καλύτερο τηγάνι για τη μετακίνηση σκληρών λειαντικών υλικών. Είναι ανώτερα από τα κατασκευασμένα και κράματα χάλυβα τηγάνια σε σκληρότητα και αντοχή στην κόπωση. Οι επιφάνειες φθοράς στα τηγάνια μαγγανίου της Qiming Casting, που υπόκεινται σε κρούση και τριβή υψηλής πίεσης, σκληραίνουν σε σκληρότητα άνω των 400 BHN για μεγάλη διάρκεια ζωής.
Τα ταψιά τροφοδοσίας του Qiming Casting είναι κατασκευασμένα από τροποποιημένο βαθμό χάλυβα μαγγανίου. Εξαιρετικά υψηλή αντοχή είναι κοινή σε αυτό το κράμα που εξασφαλίζει ότι τα ταψιά δεν θα αποτύχουν σε ακραίες συνθήκες συντήρησης. Αυτό το υλικό είναι ικανό να σκληρύνει κατά τη διάρκεια της υπηρεσίας και μπορεί να προσφέρει παρατεταμένη διάρκεια ζωής, ειδικά σε κατασκευασμένα ταψιά. Εκτεταμένα τμήματα επιθεώρησης του μεταφορέα διασφαλίζουν ότι όλοι οι σύνδεσμοι ταιριάζουν και λειτουργούν σωστά μαζί.
Οι δυνατότητες των ποδιών τροφοδοσίας ποδιών:
D4 Τροφοδοτικά ποδιών ποδιάς

D3 Τροφοδοτικά ποδιών ποδιάς

D6 Τροφοδοτικά ποδιών ποδιάς
D8 Τροφοδοτικά ποδιών ποδιάς

Τηγάνια τροφοδοσίας ποδιών AF10

Τηγάνια τροφοδοσίας ποδιών AF28

Τηγάνια τροφοδοσίας ποδιών μαγγανίου
Τηγάνια τροφοδοσίας κράματος χάλυβα κραμάτων

Πτήσεις με μαγγάνιο χάλυβα
Αυτή η προδιαγραφή περιγράφει τις απαιτήσεις για την κατασκευή χυτών χάλυβα ωστενιτικού μαγγανίου για τηγάνια τροφοδοσίας ποδιών. Αυτή η προδιαγραφή παρέχει το ελάχιστο πρότυπο που πρέπει να τηρείται εάν δεν υπάρχουν προδιαγραφές ή γραπτές οδηγίες άλλων πελατών. Πρέπει να απορρίψουμε υλικά που δεν συμμορφώνονται με αυτήν την προδιαγραφή, εκτός εάν ληφθεί γραπτή από την Qiming Casting ειδική έγκριση για κάτι διαφορετικό. Αυτό ισχύει σε οποιοδήποτε στάδιο της κατασκευής. Λαμβάνοντας υπόψη την εύλογη ειδοποίηση από την Qiming Casting, πρέπει να επιτρέψουμε σε κάθε εξουσιοδοτημένο αντιπρόσωπο του πελάτη να εισέλθει ελεύθερα στα έργα του Qiming Casting προκειμένου να επιταχύνει την εργασία και να βεβαιωθεί ότι όλες οι εργασίες και οι επιθεωρήσεις έχουν πραγματοποιηθεί σύμφωνα με τις προδιαγραφές του πελάτη. Αυτή η επιτάχυνση και η επιθεώρηση δεν πρέπει να επηρεάζουν αδικαιολόγητα τις λειτουργίες του Qiming Casting και δεν απαλλάσσει το Qiming Casting από την ευθύνη συμμόρφωσης με τις απαιτήσεις του πελάτη και αυτή την προδιαγραφή.
Οι ακόλουθες απαιτήσεις πρέπει να πληρούνται, εάν είναι απαραίτητο, προσθέτοντας στις απαιτήσεις του υπάρχοντος συστήματος ποιότητας του πελάτη:
Επιθεωρήστε οπτικά όλες τις μηχανικές επιφάνειες για καθαρισμό και εγκλείσματα. Ελέγξτε όλες τις μηχανικές διαστάσεις, σε συνδυασμό με το σχέδιο ελέγχου επιθεώρησης (σχέδιο IR) και καταγράψτε τα αποτελέσματα με ακρίβεια στο σχέδιο IR. Όλες οι πτήσεις πρέπει να ελεγχθούν στο flat jig και θα πρέπει να υπάρχουν 2 mm min. απόσταση μεταξύ κάθε πτήσης.
Αφού ολοκληρώσετε τα τηγάνια τροφοδοσίας ποδιών μαγγανίου, θα μοιραστούμε τις ακόλουθες εγγραφές για τους πελάτες: