
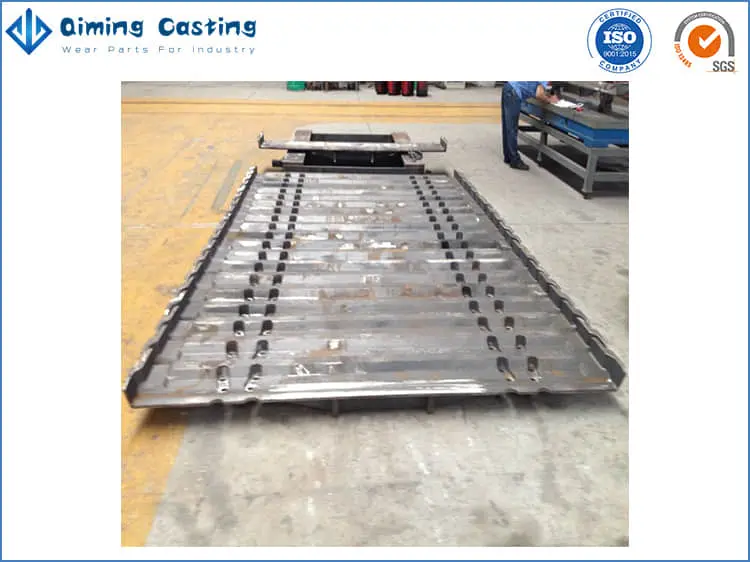
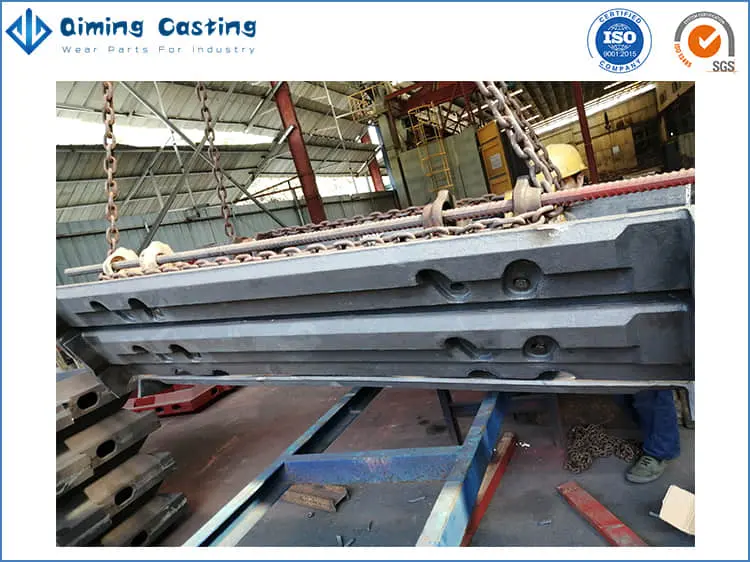
D4 хормогч тэжээлийн тогоо
Хормогч тэжээгч нь нойтон, наалдамхай, хөлдөөсөн гэх мэт хүнд нөлөөллийн нөхцөлд том, бөөгнөрсөн, зүлгүүрийн болон хүнд хүдрийг олборлох, тэжээхэд ашиглагддаг. Qiming Casting-ийн манганы хормогч тэжээгч савнууд нь хатуу зүлгүүрийн материалыг зөөх хамгийн сайн тогоо болох нь үйлдвэрлэлийн салбарт батлагдсан. Эдгээр нь хатуулаг, ядаргааны бат бөх чанараараа үйлдвэрлэсэн болон хайлштай ган тогооноос давуу юм. Цохилтын болон өндөр хүчдэлийн элэгдэлд өртдөг Qiming Casting-ийн манганы хайруулын тавган дээрх элэгдлийн гадаргуу нь 400 BHN-ээс дээш хатуулаг хүртэл хатуурч, удаан элэгддэг.
Qiming Casting-ийн тэжээлийн тогоог манганы гангийн өөрчлөгдсөн агуулгаар хийдэг. Энэхүү хайлшид маш өндөр хатуулаг түгээмэл байдаг бөгөөд энэ нь үйлчилгээний онцгой нөхцөл байдалд тогоо гэмтэхгүй байхыг баталгаажуулдаг. Энэхүү материал нь ашиглагдаж байх хугацаандаа ажиллах чадварыг дээшлүүлэх чадвартай бөгөөд удаан эдэлгээтэй, ялангуяа хайруулын тавган дээр удаан хугацаагаар үйлчлэх чадвартай байдаг. Туузан дамжуулагчийн өргөн хүрээтэй үзлэгийн хэсгүүд нь бүх холбоосууд хоорондоо тохирч, зөв ажилладаг гэдгийг баталгаажуулдаг.
Манай хормогч тэжээлийн тогоо онцлог:
D4 хормогч тэжээлийн тогоо

D3 хормогч тэжээлийн тогоо

D6 хормогч тэжээлийн тогоо
D8 хормогч тэжээлийн тогоо

AF10 хормогч тэжээлийн тогоо

AF28 хормогч тэжээлийн тогоо

Манганы хормогч тэжээлийн тогоо
Хайлшны ган хормогч тэжээлийн тогоо

Манганы ган нислэгүүд
Энэхүү тодорхойлолт нь хормогчоор тэжээгч саванд аутенитик манганы ган цутгамал үйлдвэрлэхэд тавигдах шаардлагыг тодорхойлдог. Энэхүү тодорхойлолт нь бусад үйлчлүүлэгчдийн тодорхойлолт, бичгээр өгсөн зааварчилгаа байхгүй тохиолдолд заавал дагаж мөрдөх хамгийн бага стандартыг өгдөг. Qiming Casting-аас бичгээр бичгээр өөр зөвшөөрөл авахаас бусад тохиолдолд бид энэхүү тодорхойлолтод нийцэхгүй материалыг татгалзах ёстой. Энэ нь үйлдвэрлэлийн аль ч үе шатанд хамаарна. Qiming Casting-аас боломжийн мэдэгдэл өгсөн тул бид ажлыг хурдасгахын тулд бүх үүрэг даалгавар, хяналт шалгалтыг захиалагчийн тодорхойлолтын дагуу хийгдсэн гэж өөрсдийгөө хангахын тулд Qiming Casting-ийн бүтээлүүдэд хэрэглэгчийн эрх бүхий аливаа төлөөлөгчид чөлөөтэй нэвтрэхийг зөвшөөрөх ёстой. Энэхүү түргэвчилэлт, хяналт шалгалт нь Qiming Casting-ийн үйл ажиллагаанд зүй бусаар саад учруулах ёсгүй бөгөөд Qiming Casting нь хэрэглэгчийн шаардлага болон энэхүү тодорхойлолтыг дагаж мөрдөх хариуцлагаас чөлөөлөгдөхгүй.
Хэрэглэгчийн одоо байгаа чанарын системийн шаардлагыг нэмж оруулах шаардлагатай бол дараахь шаардлагыг хангасан байх ёстой.
Бүх боловсруулсан нүүрний цэвэрлэгээ ба үлдэгдлийг нүдээр үзээрэй. Бүх боловсруулсан хэмжээсүүдийг Inspection Record зурагтай (IR Drawing) уялдуулан шалгаж, IR Зураг дээр үр дүнг нарийвчлан тэмдэглэнэ. Бүх нислэгийг хавтгай тавцан дээр шалгах шаардлагатай бөгөөд 2мм мин байх ёстой. нислэг бүрийн хоорондох зөвшөөрөл.
Манганы хормогч тэжээгч тогоо дууссаны дараа бид үйлчлүүлэгчдэд дараахь бичлэгийг хуваалцах болно.