Зачем разрабатывать металлокерамические шлифовальные валки?
Китай – одна из стран с богатейшими запасами полезных ископаемых. С развитием фундаментального материаловедения спрос на рудный порошок ежегодно увеличивается. Существует множество процессов подготовки рудного порошка. Система вертикальной мельницы сегодня является типичным процессом измельчения и широко используется в цементной, строительной, горнодобывающей, электроэнергетической, стекловолоконной и других отраслях промышленности. Руда измельчается и измельчается в порошок микронного или даже наноразмера посредством совместного действия измельчающих валков и футеровочных пластин вертикальной мельницы. Во время непрерывного процесса дробления и измельчения поверхность мелющего валка также изнашивается под действием силы реакции материала, что не только вызывает большой износ металлического материала, но и приводит к снижению функции измельчения, уменьшению производительности, а также увеличение затрат на обслуживание и замену шлифовального валика. В настоящее время мелющие валки вертикальных мельниц часто изготавливаются из высокохромистого чугуна или навариваются из высокохромистого чугуна. Несмотря на хорошую стабильность работы, все еще существуют такие проблемы, как низкая ежедневная производительность и недостаточная износостойкость. Проблема в том, что оно не оправдывает ожиданий людей по снижению потребления ресурсов. Поэтому разработка новых материалов для изготовления новых шлифовальных валков имеет жизненно важное значение. В этой статье кратко представлена разработка металлокерамических композитных шлифовальных валков в вертикальных мельницах и проанализированы результаты их применения на конкретных примерах.
Обзор разработки и применения износостойких металлокерамических мелющих валков в Китае и странах зарубежья
Шлифовальный валок, являющийся основным компонентом вертикальной мельницы, требует высокой твердости и определенной степени прочности. Процесс разработки износостойких материалов прошел три этапа: высокомарганцевая сталь, никелевый твердый чугун и высокохромистый чугун. Высокомарганцовистую сталь часто применяют в условиях ударных нагрузок, но она не поддается полной закалке и имеет крайне ограниченную износостойкость. Благодаря хорошей прокаливаемости никель-твердый чугун при литье может образовывать твердую, износостойкую структуру мартенсит + карбид M³C. Эта эвтектическая структура хорошо противостоит запахиванию матрицы материалом. , но его прочность недостаточна, а диапазон применения относительно невелик. Высокохромистый чугун представляет собой третье поколение износостойких материалов, разработанных после стали с высоким содержанием марганца и никельтвердого чугуна. По сравнению с обычным чугуном, высокохромистый чугун обладает высокой вязкостью, термостойкостью и износостойкостью.
В таких отраслях, как измельчение руды, поскольку рабочая скорость оборудования продолжает увеличиваться, износостойкость высокохромистого чугуна станет недостаточной. Зарубежные исследования в области износостойких материалов сосредоточены на металломатричных композитах с использованием керамических частиц ZTA и керамических частиц WC в качестве армирующих фаз. Среди них производители препаратов для композитных материалов, представленные бельгийской компанией. Магото и индийская компания VEGA Wear Resistant Materials Company используют такие материалы для изготовления металлокерамических композиционных шлифовальных валков и накладок, а их рабочие поверхности обладают характеристиками высокой твердости и высокой износостойкости. Металлокерамические композиционные мелющие валки и футеровки нашли широкое применение в цементной, теплоэнергетической, рудной и других отраслях промышленности за рубежом, значительно увеличивая время работы вертикальных мельниц и снижая нештатное обслуживание вертикальных мельниц. Однако цена импортных металлокерамических шлифовальных валков высока, а цикл поставки длительный, поэтому соотношение цена/качество не является высоким. Отечественный рынок с нетерпением ждет отечественных металлокерамических шлифовальных роликов. Сравнение характеристик шлифовальных валков в Китае и других странах представлено в таблице ниже.
| Тип шлифовального ролика | Характеристики различных шлифовальных валков | ||
| Преимущества | Недостаток | ||
| Китайский рынок | Легированная сталь | Высокая прочность, высокая ударная вязкость, высокая твердость, износостойкость. | высокая стоимость |
| литая сталь | Хорошая прочность и выносливость | Низкая твердость и низкая износостойкость. | |
| ВЧШГ | Хорошая прочность, высокая твердость, средняя износостойкость, простота обработки. | Легко взломать, низкая прочность. | |
| Наплавка высокохромистого чугуна | Высокая прочность, высокая вязкость, высокая твердость | Легко отслаивается, частая наплавка, недостаточная стойкость к холоду и тепловой усталости. | |
| Высокомарганцевая сталь | Высокая прочность, твердость и умеренная износостойкость. | Легко треснуть и сжаться | |
| Низколегированная сталь | Высокая прочность, ударная вязкость и ударопрочность | Не износостойкий, короткий срок службы. | |
| Рынок других стран | Износостойкое покрытие | Высокая прочность и прочность | Низкая ударопрочность и дорогая стоимость. |
| Биметаллическая высоколегированная сталь, отлитая центробежно. | Высокая твердость, износостойкий внешний слой, прочный внутренний слой. | Легко отделить | |
Получение металлокерамических композиционных материалов
Процесс подготовки композитного материала
Металлокерамические композиционные материалы состоят из керамических частиц и металлической матрицы. Керамические частицы в композиционных материалах, как основные носители износостойкости, играют жизненно важную роль при использовании композиционных материалов, а металлическая матрица может разгрузить силу, которую испытывают керамические частицы во время использования композиционных материалов. Получение металлокерамических композиционных материалов методом литьевой пропитки позволяет избежать таких недостатков, как длительные производственные циклы, высокие энергозатраты и высокая стоимость. Мы использовали программное обеспечение ProCAST для моделирования процесса изготовления композиционных материалов ZTAp/высокохромистый чугун с матрицей при температурах заливки 1350°C, 1450°C, 1550°C и 1650°C и скоростях заливки 3.0 кг/с, 3.5. кг/с и 4.0 кг/с. Напряженные условия в различных условиях и проверка результатов моделирования с помощью экспериментов. Результаты показывают, что композиционный эффект лучше при гравитационном литье в песок, когда скорость заливки составляет 3.5 кг/с, а температура заливки составляет 1550°C. Это может обеспечить хорошую структурную целостность сборного корпуса во время процесса композитинга. Мы использовали пропитку литья под отрицательным давлением для приготовления композитных материалов с чугунной матрицей с высоким содержанием хрома, армированных керамикой ZTA. Путем нанесения Ni и покрытия порошком Cr на керамическую поверхность ZTA была использована диффузия элементов в высокотемпературном расплаве для улучшения смачиваемости поверхности раздела, усиления эффекта пропитки и увеличения прочности сцепления. Мы использовали процесс инфильтрационного литья без давления для получения микронных частиц оксида алюминия, упрочненных цирконием, армированных высокохромистым чугуном, что позволило решить проблему плохого плавления заготовок из керамических частиц микронного размера в условиях просачивания и систематически исследовало армирование ZTAp. . Влияние содержания мелкодисперсного порошка в композиционных заготовках с матрицей чугуна с высоким содержанием хрома на их микроструктуру и механические свойства.
Характеристики организации композиционного материала
Керметные композиционные материалы производят большое количество мартенсита в матрице посредством соответствующих процессов подготовки, и в то же время распределяются гексагональные первичные карбиды M7C3. Это замедляет скорость изнашивания основного металла, максимально защищает частицы керамики ZTA и обеспечивает высокую износостойкость. С помощью технологии направленной кристаллизации получен высокохромистый чугун с заэвтектической структурой. Изучено влияние закалки и отпуска на структуру матрицы, твердость, вязкость и износостойкость. В процессе закалки 1050 ℃ + отпуска 450 ℃ структура чугуна с высоким содержанием хрома представляет собой мартенсит M7C3 + с небольшим количеством остаточного аустенита. Матрица обладает высокой энергией удара и высокой износостойкостью. Мы охарактеризовали микроструктуру и эксплуатационные испытания доэвтектического высокохромистого чугуна при различных условиях термообработки. Мы обнаружили, что твердость и поглощенная энергия удара доэвтектического высокохромистого чугуна возрастают с увеличением температуры закалки и увеличения времени выдержки. После закалки и отпуска максимальная твердость может достигать 58HRC, а максимальное поглощение энергии удара может достигать 15Дж. Изучено влияние процесса термообработки на микроструктуру и механические свойства эвтектического высокохромистого чугуна. Диапазон содержания углерода в эвтектическом интервале уменьшается с увеличением содержания Cr, что имеет примерно линейную зависимость. Закалка при температуре 400–500 ℃ приведет к вторичному закалке. Твердость быстро увеличивается, а потери на износ значительно снижаются.
Проектирование композитных конструкций
Благодаря углубленному изучению износостойких композитов на металлической основе конфигурация композита оптимизируется и разрабатывается в соответствии с использованием рабочей поверхности изделия и требованиями выходной силы. В настоящее время область металлокерамического композита изготавливается в виде трехмерной трехмерной сетки, и эта структура позволяет эффективно избегать напряжений, возникающих при сжатии расплава металла. Убедитесь, что в процессе подготовки и использования металлокерамического композиционного материала не возникло трещин, изломов или других дефектов. С другой стороны, решетчатая область металлокерамического композита в процессе изнашивания образует вогнуто-выпуклую структуру, которая может эффективно «захватывать» куски руды в зону дробления материала между мелющим валком и футеровкой. На основе программного обеспечения для анализа методом конечных элементов мы смоделировали температурное поле и термическое напряжение керамических частиц ZTA, армированных композитами с матрицей чугуна с высоким содержанием хрома, в процессе литья. Модель термоупругопластической механики была применена для точного описания распределения термических напряжений в отливках сборных корпусов различной структуры. Наконец, показано, что термическое напряжение уменьшается с увеличением сторон отверстий в сборном корпусе, т. е. термическое напряжение минимизируется, когда сотовые отверстия имеют круглую форму.
В сочетании с механизмом разрушения материалов в условиях ударно-абразивного изнашивания мы анализируем, что в условиях безударного абразивного изнашивания улучшение износостойкости конструкционных композитов керамика/сталь зависит от совокупных показателей твердости и ударной вязкости керамических частиц. , твердость матрицы и прочность межфазного сцепления керамика/матрица; В условиях ударно-абразивного изнашивания улучшение износостойкости конструкционных композитов керамика/сталь в основном зависит от твердости керамических частиц, твердости матрицы и прочности межфазного сцепления керамика/матрица. В случае ударно-абразивного изнашивания улучшение износостойкости сконструированных композитов керамика/сталь в основном зависит от ударной вязкости керамических частиц, твердости матрицы и прочности межфазной связи керамика/матрица.
Производство и применение металлокерамических композиционных мелющих валков.
Обзор конструкции и процесса изготовления металлокерамического шлифовального ролика
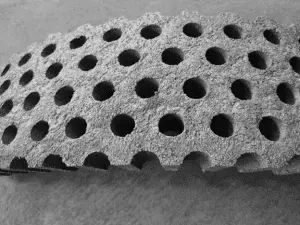
Сначала поверхность керамических частиц легировали, обработанные керамические частицы ZTA и порошок сплава с высоким содержанием хрома пропорционально смешивали, помещали в графитовые формы и уплотняли. Керамическая заготовка была изготовлена путем высокотемпературного вакуумного спекания, морфология заготовки была такой, как показано на рис., в которой соотношение пор сетки к стенкам составляло (1.5 ~ 1.8): 1.
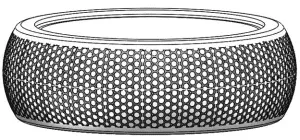
Преформы последовательно располагаются и закрепляются внутри полости в металле так, как показано на рисунке ниже. Расплав высокохромистого чугуна разливается методом гравитационного литья при температуре 1550°С. Валок выдерживают в течение 72 часов, а затем удаляют, чтобы получить шлифовальный валок из металлокерамики. Металлокерамические композитные шлифовальные валки удаляли через 72 часа выдержки.
Эффект работы металлокерамического композитного шлифовального ролика
Металлокерамический композитный шлифовальный валок нашей компании успешно использовался в промышленности по производству стекловолокна в рабочих условиях, показанных в Таблице 2: сравнение данных обычного чугуна с высоким содержанием хрома и металлокерамических шлифовальных валков для шлифования стекловолокна. Раннее использование обычных литейных мелющих валков из чугуна с высоким содержанием хрома, производительность 11 тонн в час, общая производительность 12,000 45 тонн после того, как толщина поверхности валка составит 50 ~ 13 мм. На этот раз резкое снижение производительности в час не может удовлетворить производственные потребности. После использования металлокерамических композитных мелющих валков часовая производительность стабильна и составляет более 18 тонн, что на 60,000% выше, чем у обычных мелющих валков из чугуна с высоким содержанием хрома. Двустороннее использование до 5 2 т - это суммарная производительность обычного шлифовального ролика из высокохромистого чугуна в XNUMX раз. Анализ данных таблицы XNUMX показывает, что использование металлокерамических композитных мелющих валков позволяет экономить энергию, снижать энергопотребление и сокращать растрату невозобновляемых ресурсов.
| Таблица 2 Сравнение эксплуатационных данных обычных шлифовальных валков из высокохромистого чугуна и металлокерамики | |||||
| Материал | Средний ток/А | Общая толщина износа/мм | Общее время работы/ч | Средняя производительность в час/(т/ч) | Общая статистика выпуска/10,000 XNUMX тонн |
| чугун с высоким содержанием хрома | 28 | 45-50 | 1000 | 11 | 1.2 |
| Металлокерамические композиты | 25 | 35-40 | 4600 | 13 | 6 |
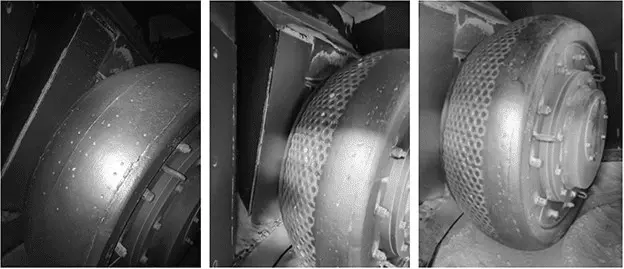
На рис. 3 показан износ металлокерамических композиционных мелющих валков на разных стадиях эксплуатации. Видно, что керамические частицы распределены в виде заметной сетки, которая «захватывает» материал в зону измельчения валков в процессе работы и повышает выход порошка.
Цифра 4 - толщина износа рабочей поверхности шлифовального ролика при различных выходах; видно, что скорость изнашивания рабочей поверхности шлифовального валка в довоенный период сравнительно быстрая.
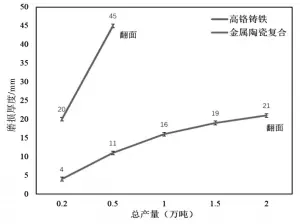
Это связано с «процессом обкатки» (когда керамика не полностью работоспособна), что приводит к повышенному износу. По мере дальнейшей эксплуатации валков металлокерамический композиционный участок вступает в полную эксплуатацию и скорость износа постепенно выравнивается. Данные таблицы 2 показывают, что износостойкость металлокерамических композитных валков значительно выше, чем у обычных валков из высокохромистого чугуна.
Анализ экономической выгоды
В одном и том же цикле использования использование металлокерамических композитных шлифовальных валков без необходимости наплавки позволяет не только снизить стоимость приобретения и количество посещений технического обслуживания, но и существенно снизить производственные затраты.
| Таблица 3 Сравнение экономических показателей металлокерамических композитных мелющих валков и высокохромистых мелющих валков | |||||
| ПУНКТ | Стоимость закупки/комплект (юаней) | Средняя стоимость мелющих валков за тонну (юаней) | Потребление электроэнергии/(кВтч/т) | Стоимость электроэнергии за тонну (юаней) | Общая стоимость одного комплекта мелющих валков за тонну/юаней |
| Мелющие валки и футеровки из высокохромистого чугуна | 120000 | 10.27 | 64 | 40 | 50.27 |
| Металлокерамические композитные шлифовальные валки и вкладыши | 250000 | 4.22 | 62 | 38 | 42.22 |
В качестве примера возьмем вертикальную мельницу HRM1700, срок службы обычного высокохромистого чугуна около 1000 часов, общий объем производства 12,000 120,000 тонн, рыночная цена около 0.32 10.27 юаней за комплект, затраты на демонтаж и техническое обслуживание 40 миллиона юаней, средняя стоимость шлифовальные валки за тонну порошка 50.27 юаней, за тонну порошка стоимость потребления электроэнергии 4600 юаней, один комплект чугунных валков с высоким содержанием хрома за тонну порошка в общей сложности 60,000 юаней. Срок службы металлокерамических композитных шлифовальных валков и вкладышей составляет около 250,000 часов, общий объем производства - 0.32 4.22 тонн, рыночная цена около 38 42.22 юаней за комплект, затраты на демонтаж и техническое обслуживание - 100,000 миллиона юаней, средний тоннаж стоимости порошка шлифовальных валков. 6.05 юаня, стоимость потребления порошка на тонну 2 юаней, один комплект шлифовальных роликов из чугуна с высоким содержанием хрома на тонну порошка в общей сложности 605,000 юаня. Одна вертикальная мельница с годовой производительностью 200,000 XNUMX т для расчета: каждая тонна порошка позволяет сэкономить стоимость покупки шлифовальных валков XNUMX юаней, экономя затраты на электроэнергию XNUMX юаня, может снизить стоимость покупки на XNUMX XNUMX юаней в год, экономя затраты на электроэнергию около XNUMX XNUMX юаней.
Заключительные замечания
Компания Qiming Casting добилась больших успехов в исследовании металлокерамических композиционных материалов, что заложило теоретическую основу отечественных металлокерамических композиционных шлифовальных валков. Металлокерамические композитные шлифовальные валки, изготовленные методом литья и пропитки, применяются в оборудовании клиентов для производства порошков из стекловолокна, что дает очевидный эффект экономии энергии и снижения потребления:
- Использование металлокерамических композиционных мелющих валков позволяет увеличить часовую производительность до 18% по сравнению с монометаллическими износостойкими материалами;
- При тех же условиях износа объемный износ металлокерамического композитного шлифовального валка снижается на 30–35 %, что может продлить общий срок службы шлифовального валка в 3–5 раз;
- Сокращение количества капитальных ремонтов в 6 раз позволит снизить затраты на закупки на $605,000 200,000 в год и сэкономить около $XNUMX XNUMX на затратах на электроэнергию;
- Снижаются энергозатраты, а использование металлокерамических композитных мелющих валков снижает средний расход электроэнергии на тонну порошка на 3%.



