 パンフレットをダウンロード
パンフレットをダウンロード 商品リスト
商品リスト
なぜTICインサートマンガンハンマーを使用するのですか?
シュレッダーハンマーは主にで作られています 高マンガン鋼、長い歴史を持つ一種の耐摩耗性素材です。 近年、国内外の科学者は、耐摩耗性をさらに向上させるために、多くの側面から高マンガン鋼を研究してきました。
- 一部の鋳造所では、耐摩耗性を向上させるためにMo、Ni、およびその他の希土類元素を追加しています。
- 一部の鋳造所では、ハンマーの硬度を上げるためにCr元素を追加しています。
- 一部の鋳造所では、耐摩耗性を向上させるためにマンガンと炭素の比率を変更しています。
- 一部の工場では、表面硬化前処理を行い、製錬、鋳造、熱処理のプロセスを改善することで、高マンガン鋼の使用性能を向上させています。
これらの研究者の研究により、高マンガン鋼の耐摩耗性が向上するという一定の結果が得られましたが、大きなシュレッダーハンマーなど、大きな衝撃力と大きな部品がある条件では、高マンガン鋼の使用はまだ理想的ではありません。
この問題を解決するために、QimingCastingはTICロッドを使用してマンガンボディを挿入し、寿命を延ばします。
TICはマンガンハンマーの実験方法を挿入します
この新しい材料では、マトリックス材料としてマンガン鋼を選択します。 次のような化学組成:
- C 1.1-1.2%
- Mn 12.5-13.2%
- Si 0.5-0.6%
- P 0.04-0.05%
- S 0.009-0.02%
TICロッドには、20mm * 20mm * 40mmの直方体を選択します。
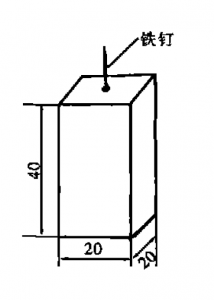
TIC直方体
砂型鋳造法を使用して、120mm * 120mm * 120mmのサンプル製品を鋳造します。 サンプルは、1050℃の水強化処理を施したボックス型抵抗炉で熱処理されました。 界面を肉眼で観察した後、界面付近の微細構造、構造、元素分布を光学顕微鏡と電子プローブ微量分析(JCXA-733)で分析しました。
実験結果と考察
機械加工後、サンプルの表面を肉眼で観察した。 高マンガン鋼とTIC直方体の接合部には、異なる色(高マンガン鋼は白、IC直方体は黒)を除いて隙間がないことがわかり、XNUMXつの材料がうまく組み合わされていることがわかりました。
鋳造前のTIC直方体の硬度はHRC59-61です。 高マンガン鋼と水強化処理で鋳造した後、サンプル表面の硬度をテストします。 結果は、TICキューボイドの中央領域の硬度は変化しない(HRC60)が、セメントカーバイドと高マンガン鋼の近くの領域の硬度はhrc58に減少することを示しています。さらに、TICキューボイドの近くの高マンガン鋼の硬度( HRC:30-60)は、TICキューボイドから遠く離れた場所(HRC:22-24)よりもはるかに高く、高マンガン鋼とTICキューボイドの接合部でXNUMXつの材料の硬度の間に遷移ゾーンがあることを示しています。 、これは高マンガン鋼とTICキューボイドの相互浸透によるものです。
3つの材料間の界面の結合状態をよりよくチェックするために、金属組織サンプルを鋳造接合部で切断し、界面付近の微細構造を研磨後に電子プローブで分析しました。 接合部のSEM写真を図XNUMXに示します。写真から、超硬合金のマトリックスは高マンガン鋼とよく結合していることがわかりますが、高マンガン鋼と接合部は見られません。カーバイドマトリックスはXNUMXつに融合されています。 高マンガン鋼の片面には、TiC粒子がまばらに分布している領域が見られます。 つまり、超硬合金の硬質相チックは、超硬合金の一方の側から高マンガン鋼のもう一方の側に部分的にドリフトします。 これは、高マンガン鋼が鋳造の過程で超硬合金の表面マトリックスを溶かし、表面の硬質相チックが高マンガン鋼にドリフトするためです。 冷却および凝固後、これらのTiC粒子は高マンガン鋼にランダムに固定されます。
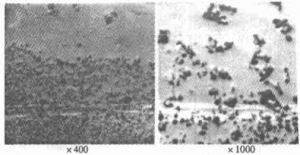
図3つの材料の結合におけるSEM画像
3つの材料の界面の結合状態をよりよく説明するために、視野内のTi元素の分布が接合部で作成されます。 図4は、同じ視野内のSEM画像とTi元素の表面分布を示しています。 図1から、Ti元素の特性X線画像は超硬合金側で濃縮されており、高マンガン鋼側の界面領域付近でもTi元素の特性X線画像が見られます。 高マンガン鋼XNUMXの側面にTi元素が存在することが示されています。これは、鋳造中のXNUMXつの材料の冶金学的組み合わせによるものであり、超硬合金のチックは高マンガン鋼側にドリフトし、熱処理中にチック中のTi元素は高マンガン鋼に拡散します。 TiC粒子が高マンガン鋼と非常にしっかりと結合していることがわかります。
実験結果は、TIC直方体と高マンガン鋼の組み合わせが冶金学的であることを示しています。 XNUMX種類の材料の界面には、硬度や微細構造、構造、元素の分布に関係なく遷移ゾーンがあり、高マンガン鋼に超硬合金をしっかりと鋳造します。 使用過程において、高硬度の超硬合金は材料の摩耗に抵抗する役割を果たし、材料の耐用年数を大幅に改善します。
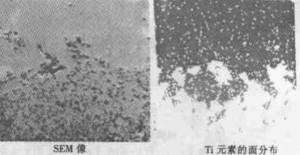
図4つの材料の結合とTiの分布におけるSEM画像
TICはマンガンハンマーの使用法を挿入します
はめ込み鋳造高マンガン鋼の使用性能を調査するために、ハンマーの摩耗しやすい表面にいくつかの円筒形超硬合金をはめ込みました(図5に示すように、質量120 kg)。 鋳造する前に、超硬合金(〜25mm×40mm)をエメリークロスで研磨し、各超硬合金の一方の端にXNUMXつの鉄釘を溶接し、もう一方の端を砂型に挿入する必要があります。 、超硬合金を金型キャビティに固定するため。 注いだ後、超硬合金を高マンガン鋼にはめ込みます。
上記の方法で作られたハンマーヘッドは、広東省順徳の紅雲採石場で使用されています。 採石場の破砕物は高速道路で使用される硬い石で、耐用年数は20日です。 オリジナルの高マンガン鋼ハンマーの耐用年数はわずか7日であり、ハンマーでの鋳造のコストは高マンガン鋼ハンマーのそれよりもわずか30%高く、これは鋳造での鋳造の優れた経済的および社会的利益を示していますハンマー。
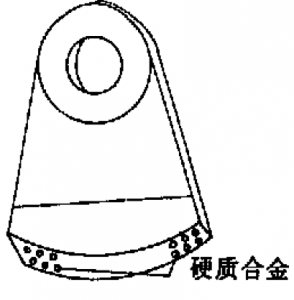
図5TICインサートハンマー
結果
Qiming Castingの実験結果に基づいて、当社のTICインサートは他の材料よりも長寿命のマンガンハンマーを挿入します。 この新しいデザインのハンマーは、ハンマーミルの摩耗部品だけでなく、 シュレッダー摩耗部品。 この新素材についてご不明な点がございましたら、お気軽にお問い合わせください!
[wpforms id =” 3777”]


