お問い合わせ
具体的なご要望やご連絡先をご記入いただければ、スタッフができるだけ早くご連絡させていただきます。
鉱山の工業化の活発な発展に伴い、さまざまなタイプの破砕ステーションが適用されてきました。 対応するクラッシャー、コンベヤー、およびその他の機器一式が広く使用されています。 関連アクセサリーやスペアパーツの需要も高まっています。 エプロンフィーダーパン/フライトは、エプロンフィーダーの主な摩耗部品です。
私たちの顧客、 鞍山鋼鉄集団、米国のメーカーからエプロンフィーダーのセットをインポートします。 毎年、チェーンやフライパンなど、エプロンフィーダーの部品を大量に輸入する必要があります。 スペアパーツの納期を短縮し、購入コストを削減するため。 Ansteelは、QimingCastingが彼のためにそれらのエプロンフィーダー部品を製造することを望んでいます。 マンガン鋼鋳造所として、これらを製造しようとしています エプロンフィーダーパン.
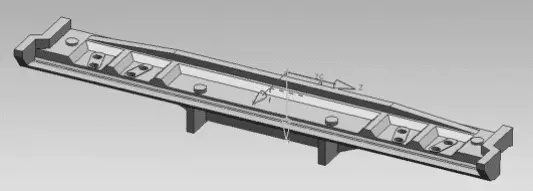
溶鋼が迅速かつスムーズにキャビティに流入するように、鋳物の内部ゲートは平らで、鋳物の片側に均等に分散され、ライザーは対応するゲート位置に配置され、スラグガスが確保されます。溶鋼中は時間内に排出されると同時に、ライザーよりも高くなります。 鋳物の注入が不十分になるのを防ぐために、通気孔がルート位置に配置されています。 次の図に示すように。
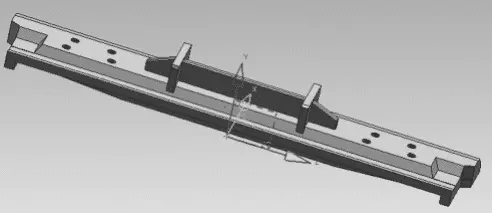
エプロンフィーダーパンの製造の難しさを考慮して、鋳造物の長さの主要な寸法の精度と平坦性を確保し、鋳造物の変形によって引き起こされる鋳造物の変形を防ぐために、木製パターンの代わりに金属パターンが使用されますソースからのモデル、および金型の使用は、鋳造全体の表面品質を保証します。


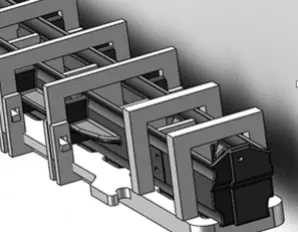
エプロンフィーダーパンの鋳造自体の構造特性を考慮して、水強化処理後の変形を防ぐために、特別な熱処理ツールが特別に設計されています。 下の図に示すように、0.35つのフライトキャスティングが散在してハグフォームを形成し、ベーストレイタイプが下に採用されています。 鋳造全体をサポートし、プロセス全体で鋳造の安定性を確保します。 上部はクランプ固定式を採用しており、クランプは変形しやすい場所や弱い場所に配置して固定します。 内部空洞は適切なバッフルによって塞がれています。 この構造設計は、鋳物の全体的な安定性を保証するだけでなく、冷却水が水強化処理中に鋳物を完全に冷却できることも保証します。 この熱処理工具により、熱処理後の鋳物の変形度はお客様のご要望にお応えし、変形量は100∶XNUMX以下となります。
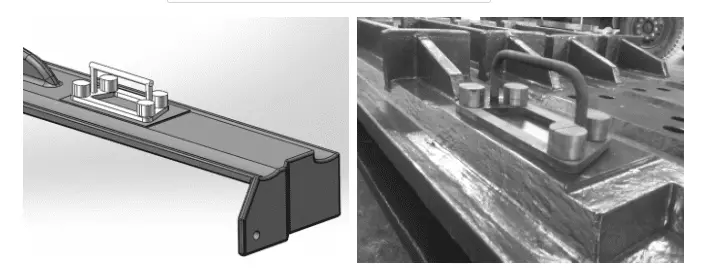
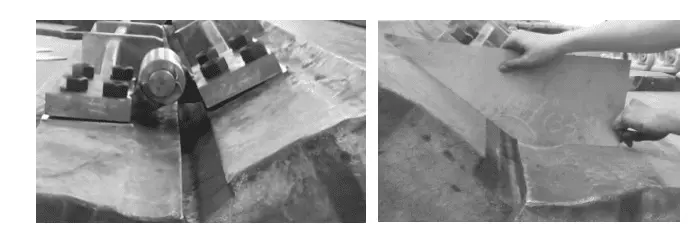
エプロンフィーダーパンの実際の使用を組み合わせて、使用中にエプロンフィーダーパンと下部チェーンレールセクションの正確な位置合わせを確実にするために、取り外し可能な検査ツールがチェーンレールセクションの8つの穴のサイズに応じて設計されていますエプロンフィーダーパンの両端にある8つの穴が所定の位置にあることを確認します。 最初の試運転時の位置合わせは正確であり、検査ツールの概略図を図に示します。
エプロンフィーダーパンを回転させると、下の駆動輪でチェーンレールリンク間のピンホールを回して輸送プロセスを完了します。 エプロンフィーダーパンが回転するとき、適切な回転角度を確保するために、駆動輪の147つの部分の間に特定の角度(147°)を形成する必要があります。 アングルテストフィクスチャは、現場の使用条件に応じて特別に設計されています。 アングルテストフィクスチャは、アングルテスト実験に使用されます。 回転角は図面の要件を満たし、XNUMX°に達します。これにより、その後のエプロンフィーダーパンの通常の回転が保証されます。
私たちの設計に基づいて、鞍山鋼鉄集団のために優れたエプロンフィーダー部品を製造しました。 使用後、QimingCastingのエプロンフィーダーパーツは元のスペアパーツと一致します。 ただし、購入費用は元の部品の70%にすぎません。