Contattaci
Lasciateci le vostre esigenze specifiche e i vostri recapiti: lo staff vi contatterà il prima possibile!
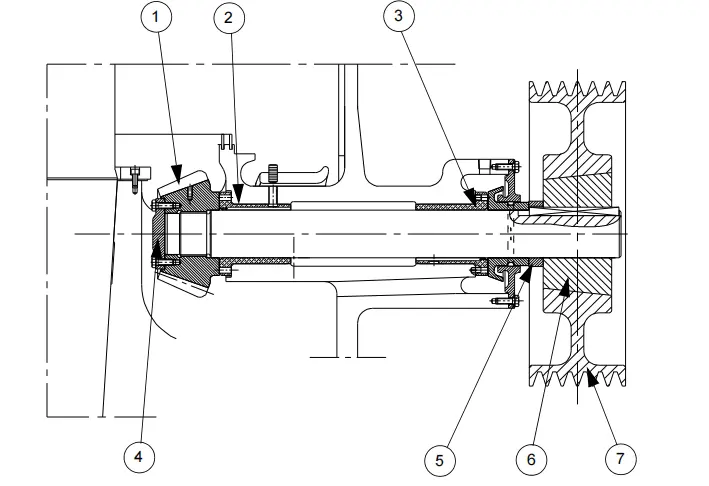
Un frantoio a cono è un tipo di attrezzatura utilizzata nelle industrie minerarie e degli aggregati per frantumare una varietà di materiali, come rocce dure e medio-dure, minerali e minerali. È comunemente usato nelle fasi di frantumazione secondaria, terziaria e quaternaria. Il processo di frantumazione si ottiene comprimendo il materiale tra un mantello (superficie concava) ed un cuscinetto a forma di scodella (concavo). Per rendere ciò possibile, un frantoio a cono è costituito da diverse parti, ciascuna delle quali svolge una funzione specifica.
Quelle parti del frantoio a cono includono:
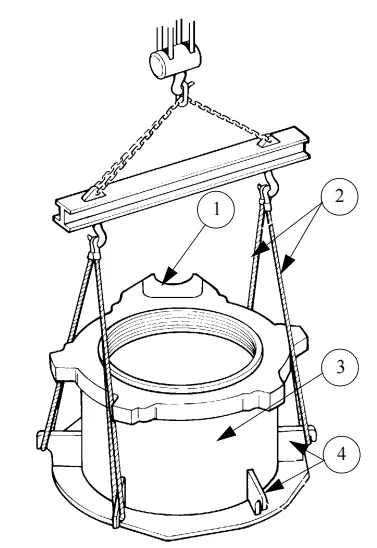
La tazza è avvitata all'interno dell'anello di regolazione, le regolazioni si effettuano ruotando la tazza in senso antiorario o orario, a seconda della regolazione desiderata.
La regolazione della vasca determina lo spazio tra il rivestimento della vasca e il mantello.
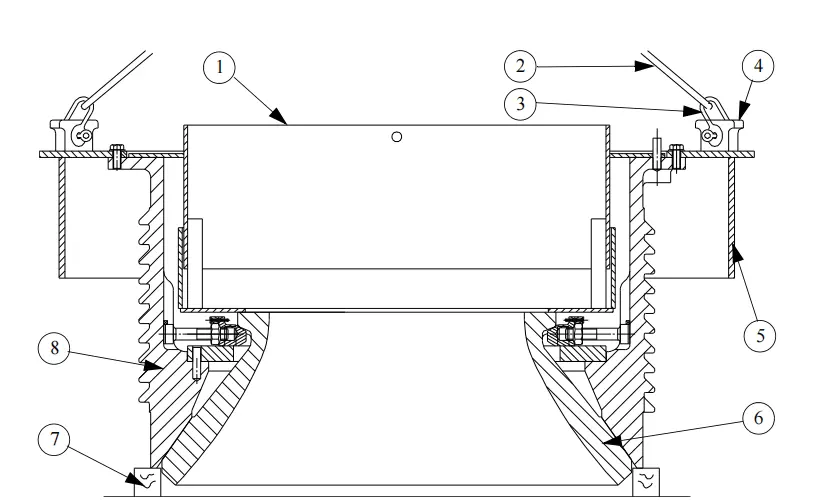
Il tappo di regolazione è fissato sulla parte superiore della tazza e sfrega contro la giunzione del grembiule protettivo fissato all'anello di regolazione. Questo viene fatto per proteggere la ciotola e l'anello di bloccaggio. Una serie di cilindri di bloccaggio sono presenti nella parte superiore dell'anello di regolazione e attorno ad esso. Questi cilindri spingono l'anello di bloccaggio e sollevano la vasca nella posizione di frantumazione. La vasca ruota con il tappo di regolazione con l'aiuto di un motore idraulico montato sull'anello di regolazione.
La tramoggia è posizionata su due perni sul bordo superiore della vasca. L'interno della tramoggia alimenta direttamente la cavità del frantoio. La forma del fondo della tramoggia è progettata in modo tale che i materiali si accumuli lì, formando un letto morto che protegge la tramoggia dal flusso del materiale in entrata.
Sotto la tramoggia e sulla vasca sono presenti diversi cunei e viti che tengono saldamente il rivestimento sulla vasca.
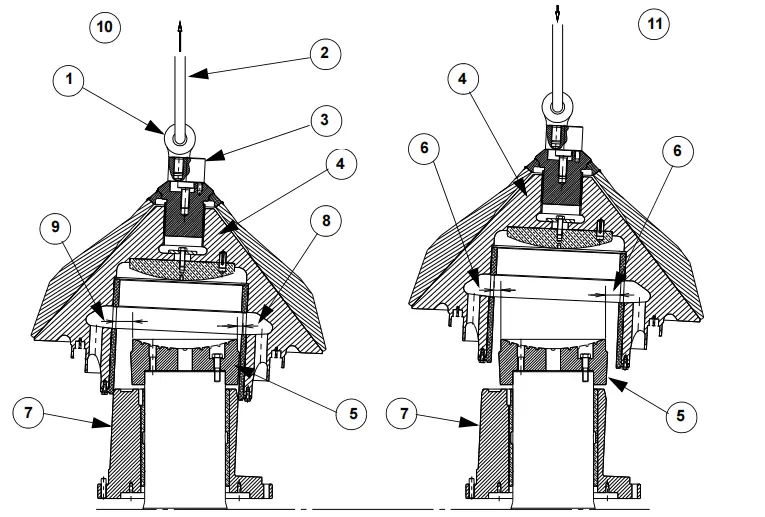
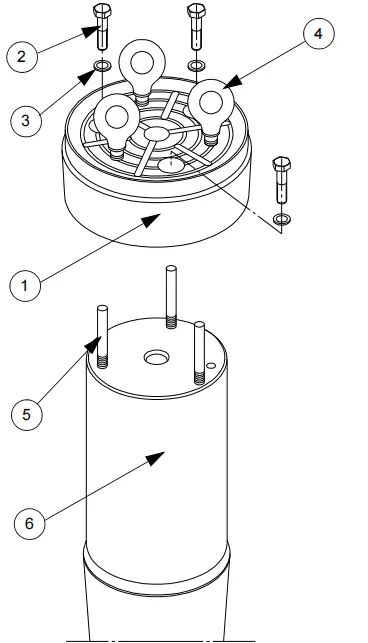
La cavità del frantoio è formata dalla testa, dal mantello, dalla vasca e dal rivestimento della vasca. Il mantello è tenuto saldamente contro la testa con l'aiuto di un dado di bloccaggio. Il cono alimentatore ruota con la testa e distribuisce il materiale nella cavità del frantoio.
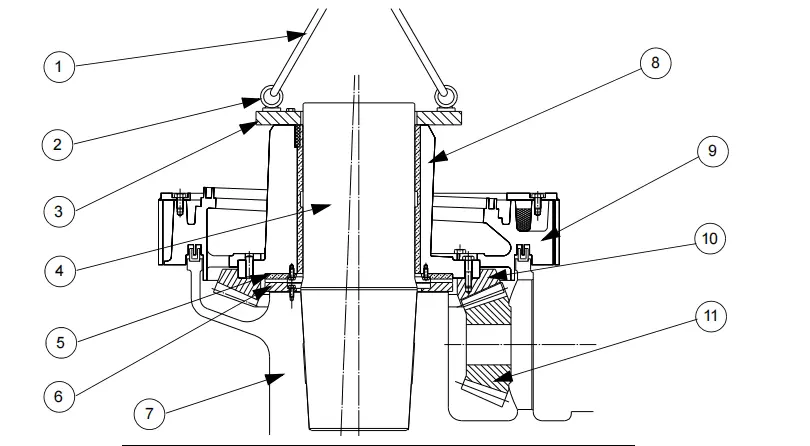
La testa ha un foro che riceve la sfera della testa. La sfera della testa è montata saldamente nella testa. Due fori ricevono una boccola (superiore e inferiore), anch'essa montata saldamente. La sfera della testa poggia sulla parte concava del cuscinetto sferico nella parte superiore dell'albero principale. La boccola della testa inferiore è montata con il gioco sull'eccentrico e la rotazione della testa è determinata dal contatto con l'anello e l'eccentrico.
Quando la macchina funziona al minimo, la boccola della testa superiore entra in contatto con il manicotto per mantenere il contatto tra la sfera della testa e il manicotto. I fori nell'albero principale guidano l'olio verso le boccole della testa superiore e inferiore e nel cuscinetto sferico.
Una guarnizione a forma di U lavorata sopra lo squilibrio si abbina alla guarnizione a forma di T montata in una scanalatura sotto la testa per prevenire perdite di olio e proteggere la corona, il pignone e le superfici della boccola dalla polvere. Un mantello che funge da deflettore dell'olio previene le perdite attraverso la tenuta a labirinto.
Il gruppo testa è supportato da un manicotto dotato di cuscinetto sferico. Questo manicotto aiuta a trasmettere la forza di schiacciamento al telaio ed è montato sull'albero. Si fissa con viti.
La sfera della testa è imbullonata sotto la testa ed è protetta dal cuscinetto sferico fissato sulla parte superiore del manicotto. La superficie superiore del cuscinetto è costituita da scanalature circolari per l'olio. Il cuscinetto è lubrificato dall'olio pressurizzato che scorre attraverso i passaggi tra l'albero principale e il manicotto.
La parte eccentrica della macchina è posizionata leggermente decentrata e inclinata rispetto all'asse di rotazione verticale. Questo trasmette il movimento alla testa. All'interno dell'eccentrico è presente un anello di bronzo e nella parte inferiore è imbullonata all'eccentrico una corona dentata.
La corona è azionata dal pignone del contralbero. L'intero gruppo eccentrico ruota attorno all'albero principale. Il gruppo poggia su cuscinetti reggispinta, con la rondella reggispinta superiore in bronzo e fissata alla base dell'eccentrico. La rondella reggispinta inferiore è in acciaio e fissata al telaio. Queste rondelle aiutano a prevenire l'usura del gruppo dovuta all'attrito.
I cunei di regolazione vengono utilizzati per mantenere il gioco tra e nella parte inferiore dei denti tra la corona e il pignone. Lo squilibrio è asimmetrico, quindi il peso maggiore è posizionato direttamente di fronte alla forza centrifuga generata dall'oscillazione della testa.
Questo squilibrio crea una tenuta di olio e polvere tra la testa rotante e il telaio principale fisso. Per il mantenimento della tenuta viene utilizzato un sistema di diaframmi con giunti a “U” e a “T”.
Il motore del contralbero del frantoio riceve potenza tramite una trasmissione a cinghia trapezoidale o un manicotto di accoppiamento, con un pignone a un'estremità del contralbero che trasmette la sua rotazione all'eccentrico utilizzando una corona dentata.
Il contralbero è supportato da due boccole in bronzo, fissate in posizione tramite perni nell'alloggiamento del contralbero. Queste boccole hanno una flangia che riceve il carico assiale dal pignone e dal deflettore dell'olio. Il deflettore dell'olio è inserito saldamente sul lato di controllo del contralbero per far girare l'olio dalla lubrificazione delle boccole e depositarlo sul coperchio.
L'alloggiamento del contralbero restituisce l'olio al serbatoio ed è saldamente fissato con grandi viti. Una guarnizione O-ring o una guarnizione a labbro crea il paraolio tra il telaio e l'alloggiamento del contralbero e uno schermo protegge l'alloggiamento del contralbero dall'usura causata dalla caduta di materiali frantumati.
Il telaio, imbullonato alle sue fondamenta o montato su un telaio metallico con smorzatori di vibrazioni, fornisce una spina dorsale inflessibile per vari componenti. L'interno del telaio è protetto contro l'usura da un rivestimento saldato ad esso e da rivestimenti del braccio che richiedono una sostituzione periodica.
L'anello di regolazione, dotato di filettatura femmina per il controllo della vasca, poggia su una sede conica ricavata nella parte superiore del telaio. Per evitare che la tazza ruoti durante la frantumazione, vengono utilizzati dei cilindri posizionati tra l'anello di bloccaggio e l'anello di regolazione per premere l'anello di bloccaggio contro la faccia interna della filettatura della tazza. Un grembiule fissato all’anello di regolazione protegge dalla polvere i cilindri di chiusura e le filettature della tazza.
I cilindri idraulici fissati al telaio e che attraversano l'anello di regolazione mantengono l'anello saldamente premuto contro la parte conica del telaio. In condizioni operative anomale o quando viene rilevata la presenza di ferro nel frantoio, le aste del cilindro potrebbero tirare e sollevare la vasca e l'anello di regolazione, causando tensione. Questo movimento spinge l'olio contenuto nei cilindri negli accumulatori, dove la pressione dell'azoto aumenta.
Una volta rilasciato il carico in eccesso, l'azoto compresso riporta l'olio ai cilindri e le aste dei cilindri si ritraggono, facendo ritornare l'anello di regolazione nella posizione di riposo sul telaio. Quando l'anello di regolazione si solleva dal telaio, viene guidato da perni verticali fissati al telaio.
Infine, l'eccentrico è supportato da una rondella reggispinta imbullonata al tamburo del telaio, e gioca tra e nella parte inferiore dei denti della corona, e il pignone è regolato da cunei inseriti sotto la rondella.
Qiming Casting produce parti soggette ad usura per frantoi a cono che sono altamente resistenti all'usura, facili da installare e con una maggiore durata. Raggiungono questo obiettivo lavorando a stretto contatto con gli utenti dei frantoi a cono per comprendere le loro esigenze.
Oltre ai rivestimenti standard in manganese (Mn14, Mn18, Mn22), Qiming Machinery fornisce anche parti soggette ad usura realizzate con una varietà di materiali per soddisfare le diverse esigenze dei propri clienti.
Ulteriori informazioni sulle soluzioni di rivestimento del frantoio a cono Qiming Casting→
Qiming Casting è il fornitore leader di pezzi di ricambio aftermarket di alta qualità basati su disegni originali. Abbiamo fornito con successo anelli di regolazione di ricambio, boccole eccentriche, sfere della testa, contralberi, manicotti e altri pezzi di ricambio per frantoi a cono e altri componenti principali che non sono più prodotti dal produttore dell'attrezzatura originale.
Inoltre, offriamo servizi OEM/ODM imbattibili per parti di frantoi a cono che possono essere personalizzati per soddisfare le vostre esigenze personalizzate, tra cui marchio, etichetta, colori di verniciatura e scatola di imballaggio.
Grazie alla nostra tecnologia all'avanguardia e all'esperto team di ricerca e sviluppo, siamo fiduciosi nella nostra capacità di superare le vostre aspettative. Non accontentarti di meno, scegli Qiming Casting per tutte le tue esigenze di pezzi di ricambio.
Ulteriori informazioni sui pezzi di ricambio per frantoio Qiming Casting→
Alcuni problemi e soluzioni comuni per le parti del frantoio a cono durante il funzionamento della macchina
Soluzioni efficaci:
Le possibili cause per cui il frantoio utilizza una quantità eccessiva di olio includono guarnizioni a T e/o a U usurate o danneggiate, una valvola limitatrice di pressione difettosa, olio freddo, olio eccessivamente viscoso, scarsa ventilazione e blocchi nel ritorno dell'olio causati da fango o macerie.
Per risolvere questi problemi è possibile adottare le seguenti soluzioni: sostituire le guarnizioni usurate o danneggiate, sostituire la valvola di sicurezza se non è impostata correttamente o rimane chiusa, utilizzare un riscaldatore a immersione per riscaldare l'olio a 27°C, utilizzare il tipo di olio appropriato , pulire gli sfiati sull'alloggiamento o sul coperchio del contralbero, ispezionare e pulire il ritorno dell'olio secondo necessità e assicurarsi che la pendenza del ritorno dell'olio sia almeno 25 mm ogni 300 mm o che il diametro del tubo di ritorno dell'olio sia adeguato. Se necessario, sostituire il tubo di ritorno dell'olio con uno adatto.
Un frantoio bloccato può essere causato da diversi fattori, tra cui cinghie di trasmissione di tipo a V allentate, problemi elettrici con il motore, intasamento sotto il frantoio, bassa velocità del contralbero, bassa pressione dell'olio, problemi di apertura dell'alimentazione e usura del rivestimento della vasca e del mantello. la zona parallela, che può conferire loro una forma a “becco d’anatra” e farli usurare rapidamente.
Per risolvere questi problemi, intraprendere un’azione decisiva. Stringere le cinghie di tipo trapezoidale per assicurarsi che siano tese. Se la potenza a vuoto e quella assorbita sono simili, far testare il motore da un elettricista. Controllare il passaggio dei materiali sotto il frantoio e montare un controllore di rotazione sul convogliatore di scarico. Controllare la velocità del contralbero, garantire la corretta pressione dell'olio e ispezionare il rivestimento della vasca e il profilo del mantello. Tagliare il “becco d'anatra” e sostituire il liner e il mantello usurati con profili idonei. Non esitare a seguire questi passaggi per mantenere il tuo frantoio funzionante senza intoppi.
Cause di guasto del contralbero:
1. Le cinture sono ben fissate.
2. Lubrificazione o olio insufficienti nelle boccole del contralbero.
3. Scanalature di lubrificazione disallineate nella boccola.
4. Nessun gioco all'estremità del contralbero.
5. L'albero secondario è piegato a causa delle vibrazioni eccessive.
6. Scanalature dell'olio ostruite nella boccola esterna del contralbero.
7. Corona o denti del pignone rotti.
8. Gioco non corretto tra i denti o nella parte inferiore dei denti tra corona e pignone.
Soluzioni efficaci:
1. Controllare immediatamente la tensione della cinghia e l'allineamento delle ruote.
2. Ispezionare il collegamento tra il tubo principale dell'olio e l'ingresso dell'olio nella scatola del contralbero e rimuovere qualsiasi valvola o dispositivo che possa restringere il tubo di alimentazione dell'olio del contralbero.
3. Assicurarsi che la trasmissione a cinghia non tiri il contralbero contro la scanalatura di lubrificazione.
4. Regolare il gioco assiale su una misura adeguata.
5. Se necessario, sostituire il contralbero.
6. Pulire le scanalature dell'olio il prima possibile.
7. Sostituire la corona o il pignone che presenta denti rotti.
8. Regolare immediatamente il gioco tra e nella parte inferiore dei denti.
Una tazza bloccata può essere causata da diversi fattori, come accumulo di polvere o ruggine nella filettatura, calore eccessivo, lubrificazione insufficiente, danni al coperchio del cappuccio di regolazione o al collare antipolvere. Anche la mancanza di protezione dagli agenti atmosferici e l’uso prolungato del frantoio oltre le impostazioni consigliate possono contribuire al problema. Fili danneggiati o rotti sono altre possibili cause che non possono essere ignorate.
Per affrontare una ciotola bloccata si possono tentare diverse soluzioni. Questi includono l'applicazione di olio penetrante alle filettature, l'alleviamento della pressione nei cilindri di supporto e bloccaggio, l'inserimento di piccoli pezzi di legno o acciaio dolce attraverso il frantoio o il riscaldamento dell'anello di regolazione. Se necessario, potrebbe essere necessario riscaldare l'anello di regolazione e contemporaneamente raffreddare la ciotola.
La perdita di olio all'estremità dell'alloggiamento del contralbero, lato ruota, può essere causata da diversi fattori, tra cui un ritorno dell'olio insufficiente, un frantoio non in piano, guarnizioni a labbro difettose e un frantoio non pressurizzato.
Per risolvere il problema è fondamentale agire. Pulisci lo sfiato dell'alloggiamento del contralbero, pulisci il foro di ingresso dell'olio nell'alloggiamento del contralbero, sostituisci le guarnizioni a labbro e livella il frantoio per evitare ulteriori problemi.
L'usura e il danneggiamento della campata e della vasca di un frantoio possono verificarsi per diversi motivi, ad esempio il funzionamento del frantoio con un rivestimento e un mantello della vasca allentati, danneggiati o usurati o un mantello e un rivestimento della vasca rotti. Inoltre, durante il periodo di rodaggio del nuovo rivestimento e mantello della vasca, anche l'alimentazione intermittente può contribuire al problema.
Per risolvere questi problemi, è fondamentale assicurarsi che il rivestimento e il mantello della vasca siano montati correttamente e che il dado di bloccaggio sia serrato adeguatamente. Qualsiasi usura eccessiva su questi componenti può accelerare l'usura della vasca e delle campate della testa, quindi è fondamentale mantenerli in buone condizioni. Se il rivestimento o il mantello della vasca sono rotti, è necessaria una sostituzione tempestiva.
Per i frantoi senza frizione a ruota libera, l'avvio dell'avanzamento può allentare la coppia quando l'avanzamento rallenta la rotazione della testa. Quindi, per evitare questo problema, è meglio evitare l’alimentazione intermittente quando si montano il nuovo rivestimento e mantello della vasca.
Diversi fattori possono portare all'usura dei denti della corona e del pignone, come olio sporco, usura eccessiva o insufficiente dei denti, funzionamento eccessivo del frantoio e gioco eccessivo all'estremità del contralbero. Per affrontare questi problemi, le seguenti soluzioni dovrebbero essere implementate immediatamente:
– Sostituire l'olio e pulire accuratamente il serbatoio.
– Regolare il gruppo eccentrico con anelli distanziatori se sono presenti rondelle di spinta eccentriche difettose.
– Rimuovere gli anelli distanziatori per abbassare il gruppo eccentrico.
– Ridurre la quantità di alimentazione in caso di rimbalzo dell'anello.
– Regolare senza indugio il gioco alle dimensioni appropriate.
Il testo seguente discute il problema dell'inclinazione dell'anello di regolazione e ne fornisce le possibili ragioni. Uno dei motivi potrebbe essere il danneggiamento delle superfici di contatto tra telaio e anello di regolazione causato dal rimbalzo dell'anello. Un altro motivo potrebbe essere un sovraccarico troppo frequente o profili inadeguati del rivestimento della vasca e del mantello, che causano il rimbalzo dell'anello di regolazione.
Per risolvere questo problema, ecco alcune soluzioni corrispondenti: Innanzitutto, assicurarsi che il mangime sia distribuito correttamente nella cavità del frantoio. In caso contrario, ruotare l'anello di 180° e controllare la pressione nei cilindri di supporto. Se la pressione è troppo bassa aumentarla. Se nell'alimentazione sono presenti troppi prodotti fini, fare riferimento al paragrafo “selezione del rivestimento e del mantello della vasca” e aumentare l'alimentazione nel frantoio. Inoltre, aumentare lo spazio tra il rivestimento della vasca e il mantello. Se i materiali sono intasati, innaffiare il mangime.
I bulloni di bloccaggio sul cono di alimentazione sono rotti per diversi motivi, che devono essere affrontati in modo deciso. Questi motivi possono includere troppa alimentazione nella camera di frantumazione, alimentazione contenente grandi pezzi di prodotto, superfici di contatto usurate tra il cono di alimentazione e il dado di bloccaggio, bulloni del cono di alimentazione allentati e gocce troppo alte.
Per affrontare questi problemi, è imperativo implementare diverse soluzioni corrispondenti, tra cui la riduzione della quantità di mangime, la riduzione delle dimensioni dei prodotti in ingresso o l'aumento dell'apertura di ammissione cambiando il rivestimento e il mantello della vasca, il rivestimento duro e la rilavorazione del dado di bloccaggio. , sostituendo il cono di alimentazione, serrando i bulloni alla coppia filettata e riducendo la caduta tra la scatola di alimentazione/nastro e il cono di alimentazione. Queste misure devono essere adottate immediatamente per prevenire ulteriori danni e garantire un funzionamento efficiente del cono di alimentazione.
Alcuni motivi potrebbero portare allo sblocco della custodia:
– Un'alimentazione troppo fine può causare un'usura irregolare del rivestimento e del mantello della vasca, compromettendo la presa. Questo può essere corretto sostituendo il rivestimento e il mantello della vasca o regolando la vasca per un'apertura più ampia.
– Anche il funzionamento a una velocità troppo bassa o alta può influire sulla produzione. Quindi, è importante controllare la velocità del contralbero.
– Anche la presenza di troppi detriti nel mangime, come legno, radici, ecc., può ridurre la produzione. Questo può essere risolto rimuovendo i detriti.
– Materiali di grandi dimensioni all'alimentazione possono impedire un'alimentazione corretta e ridurre la produzione. Ridurre le dimensioni dei materiali in alimentazione può aiutare.
– Il materiale appiccicoso nel mangime può bloccare il rivestimento della vasca e l'ingresso del mantello, compromettendo la produzione. Rimuovere i prodotti appiccicosi può aiutare.
– Anche una distribuzione errata del mangime può causare problemi, quindi è importante garantire una corretta distribuzione del mangime.
– Anche il fondo del mantello a forma di “becco d’anatra” e il rivestimento della vasca e il mantello nella zona parallela si usurano troppo rapidamente sono possibili ragioni di riduzione della produzione. Questi problemi possono essere risolti sostituendo il rivestimento della vasca e il mantello o utilizzando un altro tipo di profilo.
Cause comuni di perdita d'olio:
Un problema di perdita d'olio può verificarsi per i seguenti motivi:
– Guarnizioni a T e/o U usurate o danneggiate.
– O-ring o guarnizioni a labbro danneggiati o usurati nell'alloggiamento dell'albero secondario.
Soluzioni efficaci:
Per risolvere il problema delle perdite d'olio, è necessario implementare immediatamente le seguenti soluzioni:
– Sostituire immediatamente le guarnizioni.
– Sostituire i giunti e pulire accuratamente gli incastri e i giunti lato pignone con silicone.
Le possibili cause della miscelazione dell'acqua con l'olio includono l'accumulo di acqua attraverso il coperchio dello squilibrio e uno sfiato ostruito sul serbatoio dell'olio.
È possibile praticare dei fori e saldare i tubi di ritorno o sostituire lo sfiatatoio per risolvere il problema.
Problema di analisi:
Il distacco del mantello della vasca o del rivestimento può verificarsi per diversi motivi, tra cui:
1. Coppia di serraggio errata del bullone di bloccaggio del dado e gioco tra la testa della vite e il dado di bloccaggio non corretto.
2. Il dado di bloccaggio è posizionato in modo errato sull'anello distanziale.
3. Il dado di bloccaggio urta contro la parte superiore della testa.
4. Il rivestimento/mantello o le campate della testa sono danneggiati.
5. Gioco insufficiente per la tenuta tra mantello e testa.
6. Difetto di cilindricità.
7. Il mantello non è fissato alla testa.
8. Il mantello non è centrato sulla testa.
9. Il mantello ruota troppo a lungo senza alimentazione.
10. Il mantello è troppo sottile.
11. La vecchia resina sigillante non è stata completamente rimossa prima dell'installazione del nuovo manto.
12. Le alette di serraggio del rivestimento della vasca toccano il diametro esterno del rivestimento.
13. Il rivestimento della ciotola è troppo sottile.
14. Attraverso il frantoio passa troppo ferro residuo.
15. La campata sul rivestimento della vasca o sulla vasca è danneggiata.
16. La vecchia resina sigillante non è stata rimossa completamente prima di installare il nuovo rivestimento della tazza.
Soluzioni corrispondenti:
1. Applicare la corretta coppia di serraggio della filettatura.
2. Sostituire il dado di bloccaggio.
3. Mantenere un gioco compreso tra 6 mm e 10 mm tra la parte inferiore del dado di bloccaggio e la parte superiore della testa.
4. Rifare le campate.
5. Mantenere un gioco compreso tra 6 mm e 10 mm.
6. Lo spazio tra il fondo del mantello e il calibro non deve superare 0.1 mm.
7. Smontare il mantello e reinstallarlo correttamente.
8. Il tempo massimo senza alimentazione non deve superare i 30 minuti.
9. L'usura non deve superare i 2/3 del mantello.
10. Rimuovere tutta la vecchia resina sigillante.
11. Incastrare l'aletta o serrare la vite.
12. L'usura non deve superare i 2/3 del rivestimento della vasca.
13. Una quantità eccessiva di ferro allenta il rivestimento della vasca.
14. Riportare le campate alle dimensioni originali.
15. Rimuovere tutta la vecchia resina sigillante.
Assicurarsi che le soluzioni di cui sopra siano implementate correttamente per prevenire eventuali futuri problemi di distacco.
Le vibrazioni eccessive in un frantoio sono un problema serio che deve essere affrontato immediatamente. I seguenti motivi possono causare questo problema: camicia sbilanciata o usurata, regolazione errata del fondo dei denti, contralbero piegato, difficoltà di rotazione della ruota, fondazione non idonea, camicia vasca allentata o usurata, velocità elevata del contralbero o mancanza rivestimento di squilibrio.
Fortunatamente, esistono soluzioni corrispondenti per affrontare questi problemi. È imperativo agire immediatamente e attuare queste soluzioni. Questi includono il rifacimento e la sostituzione della camicia di squilibrio, il riassemblaggio dell'eccentrico e il suo incuneamento, la sostituzione del contralbero, la rimozione della polvere accumulata sui raggi della ruota, il controllo della sede e delle fondazioni, lo smantellamento della camicia della vasca e la sua sostituzione, utilizzando la velocità corretta e sostituire il rivestimento e richiedere assistenza professionale. Non lasciare che le vibrazioni eccessive del tuo frantoio rimangano incontrollate; agire ora per prevenire ulteriori danni e rischi per la sicurezza.
Problema di analisi e soluzioni
La polvere che entra nel sistema di lubrificazione è un problema inaccettabile che richiede attenzione immediata. Il problema può essere causato da:
– Niente respiro sul frantoio.
– Sfiati difettosi sul frantoio o sul serbatoio dell'olio.
– Ruota del frantoio che invia polvere verso lo sfiatatoio.
– Polvere che penetra nel frantoio durante lo smontaggio delle parti.
– Ripido ritorno dell’olio tra il frantoio e il serbatoio.
– Mancanza di tenuta tra il serbatoio dell'olio e il suo coperchio.
– Tubo flessibile tra la ventola e l'alloggiamento del contralbero danneggiato o scollegato.
– Tubo di sfiato o raccordi danneggiati o scollegati.
Per risolvere il problema, ti suggeriamo di intraprendere le seguenti azioni assertive:
– Installare uno sfiato sulla parte superiore dell'alloggiamento del contralbero.
– Pulire gli sfiati del contralbero e del serbatoio dell'olio. Per verificarne l'efficacia, appoggiare un foglio di carta sul tubo di sfiato mentre il frantoio è in funzione; dovrebbe essere risucchiato leggermente verso l'interno.
– Posizionare lo sfiatatoio più lontano dalla ruota.
– Coprire il manicotto e l'eccentrico con un telo di plastica.
– Aggiungere un altro sfiato sul tubo di ritorno dell'olio per evitare l'ingresso di polvere nel manicotto.
– Sigillare il serbatoio dell'olio e il suo coperchio utilizzando un sigillante o silicone per evitare future penetrazioni di polvere.
– Ispezionare accuratamente il tubo flessibile e gli attacchi tra la ventola e la scatola del contralbero.
– Controllare il tubo di sfiato e i raccordi per eventuali danni o scollegamenti.
Raccomandiamo vivamente di implementare queste soluzioni il prima possibile per evitare ulteriori danni al sistema di lubrificazione.
Esistono alcuni motivi che potrebbero causare rumore sull'ingranaggio conduttore e sul pignone.
Alcuni di questi motivi includono il gioco errato tra i denti e la parte inferiore dei denti, oppure il frantoio che funziona con una nuova corona e un vecchio pignone, o viceversa.
Le soluzioni corrispondenti a questi problemi consistono nell'aggiustare il gioco e non è necessario modificare nulla.
Problema di analisi e soluzioni corrispondenti:
Il problema del rimbalzo della vasca può essere causato da diversi motivi, tra cui l'usura dell'anello di regolazione e delle filettature della vasca, la mancanza di pressione nei cilindri di bloccaggio, le regolazioni del frantoio troppo strette e il rivestimento e il mantello della vasca troppo spessi. Inoltre, un ampio aggiustamento del gap può anche portare a un rimbalzo.
Per risolvere questi problemi, si consigliano le seguenti soluzioni assertive:
– Rilavorare la superficie dei filetti con un angolo di 45° per ottenere una pendenza uniforme (se i filetti non sono irrimediabilmente danneggiati).
– Ripristinare la normale pressione nei cilindri di chiusura.
– Aumentare la distanza finché la ciotola non salta più.
– Montare un rivestimento e un mantello della vasca più sottili se non ci sono abbastanza filettature impegnate.
– Ridurre la distanza se non ci sono abbastanza fili impegnati.
– Assicurarsi che il tubo flessibile tra l'armadio e i cilindri di chiusura sia “teso” quando l'unità idraulica è in funzione.
Queste soluzioni risolveranno efficacemente il problema del rimbalzo della ciotola.
Potrebbero esserci diverse ragioni per il problema del rimbalzo sull'anello di regolazione, come sovraccarico o profilo errato del rivestimento e del mantello della tazza, funzionamento con una pressione della bombola troppo bassa, ecc. Per risolvere questo problema, si dovrebbero prendere in considerazione soluzioni come ridurre l'eccessiva pressione quantità di parti fini nell'alimentazione, evitando una quantità eccessiva di alimentazione, un'apertura troppo stretta o evitando materiali appiccicosi.
Inoltre, è necessario verificare anche eventuali difetti di tenuta delle bombole, assicurarsi che l'unità ripressurizzi automaticamente le bombole (controllando il pressostato) e riparare eventuali perdite nella valvola del circuito della bombola, nella valvola limitatrice della pressione della bombola o nel tubo flessibile e nel raccordo.