Contactez-nous
Veuillez laisser vos besoins spécifiques et vos coordonnées, et le personnel vous contactera dans les plus brefs délais !
Avec le développement vigoureux de l'industrialisation des mines, divers types de stations de concassage ont été appliqués. Les concasseurs, convoyeurs et autres ensembles complets d'équipement correspondants ont été largement utilisés. La demande d'accessoires et de pièces de rechange connexes augmente également. Les plateaux / volées de mangeoire à tablier sont les principales pièces d'usure pour un mangeoire à tablier.
Notre client, Société du groupe Ansteel, importez un ensemble de mangeoires à tablier du fabricant américain. Chaque année, il doit importer un grand nombre de pièces d'alimentation à tablier, qui comprennent des chaînes et des casseroles. Afin de raccourcir le délai de livraison des pièces de rechange et de diminuer le coût d'achat. Ansteel veut que Qiming Casting fabrique ces pièces de chargeur de tablier pour lui. En tant que fonderie d'acier au manganèse, nous essayons de fabriquer ces bacs d'alimentation.
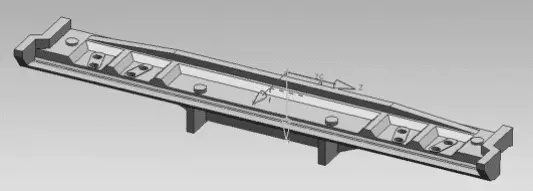
Afin de garantir que l'acier fondu s'écoule dans la cavité rapidement et en douceur, la porte intérieure de la pièce coulée est plate, uniformément répartie sur un côté de la pièce coulée, et la colonne montante est placée à la position de porte correspondante pour garantir que le gaz de laitier dans l'acier fondu est déchargé dans le temps, et en même temps, il est plus haut que la colonne montante. Des orifices d'aération sont placés sur la position de la racine pour éviter un déversement insuffisant de la coulée. Comme le montre la figure suivante.
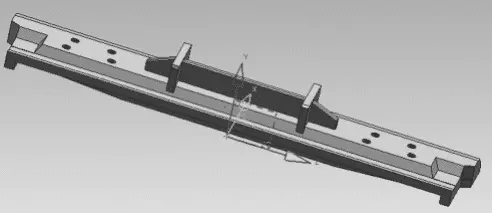
Compte tenu des difficultés de fabrication des plateaux d'alimentation à tablier, des motifs métalliques sont utilisés à la place des motifs en bois pour assurer la précision et la planéité des dimensions clés de la longueur de la pièce moulée, éviter la déformation de la pièce moulée causée par la déformation de la pièce moulée. modèle à partir de la source, et l'utilisation de moules métalliques garantit la qualité de surface de l'ensemble de la pièce moulée.


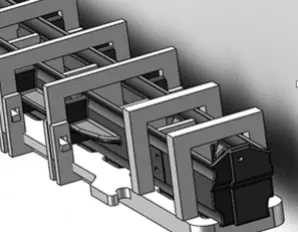
Compte tenu des caractéristiques structurelles des plateaux d'alimentation à tablier coulés eux-mêmes, afin d'éviter la déformation après le traitement de trempe à l'eau, un outil de traitement thermique spécial est spécialement conçu. Comme le montre la figure ci-dessous, deux pièces moulées en vol sont intercalées pour former une forme de câlin, et le type de plateau de base est adopté ci-dessous. Soutenir toute la coulée et assurer la stabilité de la coulée pendant tout le processus. La partie supérieure adopte le type de fixation par pince, et la pince est placée dans des endroits facilement déformés et faibles pour la fixation. La cavité interne est bloquée par un déflecteur approprié. Cette conception structurelle peut non seulement assurer la stabilité globale de la pièce moulée, mais également garantir que l'eau de refroidissement peut refroidir complètement la pièce moulée pendant le traitement de trempe à l'eau. Grâce à cet outillage de traitement thermique, le degré de déformation de la pièce moulée après le traitement thermique peut répondre aux exigences du client et la quantité de déformation n'est pas supérieure à 0.35.
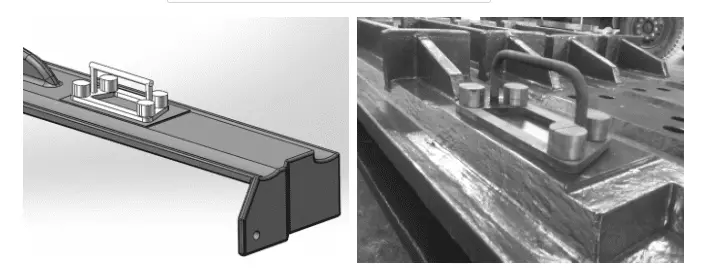
En combinant l'utilisation réelle des plateaux d'alimentation à tablier, afin d'assurer l'alignement précis des plateaux d'alimentation à tablier avec la section inférieure du rail de chaîne pendant l'utilisation, un outil d'inspection amovible est conçu en fonction de la taille des 8 trous de la section de rail de chaîne. pour s'assurer que les 8 trous aux deux extrémités des plateaux d'alimentation à tablier sont en place. L'alignement est précis lors de la première installation d'essai et le diagramme schématique de l'outil d'inspection est illustré sur la figure.
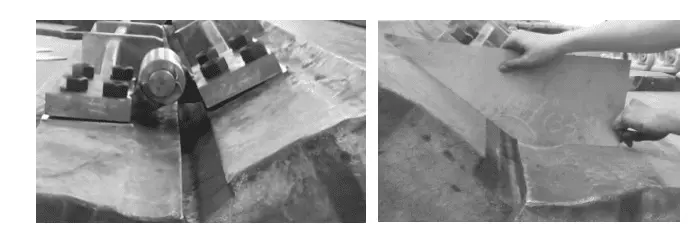
La rotation des plateaux d'alimentation à tablier complète le processus de transport en tournant les trous d'épingle entre les maillons du rail de la chaîne par la roue d'entraînement ci-dessous. Lorsque les plateaux d'alimentation à tablier tournent, un certain angle (147 °) entre les deux parties de la roue motrice doit être formé pour assurer l'angle de rotation approprié. Le dispositif d'essai d'angle est spécialement conçu en fonction des conditions d'utilisation sur site. Le dispositif de test d'angle est utilisé pour l'expérience de test d'angle. L'angle de rotation répond aux exigences du dessin et atteint 147 °, ce qui assure la rotation normale des plateaux d'alimentation à tablier dans la suite.
Sur la base de nos conceptions, nous avions fabriqué de bonnes pièces d'alimentation à tablier pour Ansteel Group. Après utilisation, les pièces du tablier d'alimentation de Qiming Casting correspondent aux pièces de rechange d'origine. Cependant, l'achat ne coûte que 70% des pièces d'origine.