Korkean mangaaniteräksen lämpökäsittely
Tässä artikkelissa esitellään lämpökäsittelyparametrien, mukaan lukien latauslämpötila, lämmitysnopeus, pitolämpötila, pitoaika, jäähdytysnopeus, putoamisasento jne., Vaikutus korkean mangaaniteräksen mekaanisiin ominaisuuksiin.
Korkean mangaaniteräksen lämpökäsittely on korkean mangaaniteräksen valukappaleet, jotka kuumennetaan karbidiliuoksen ja eristeen lämpötilaan tietyksi ajaksi ja jäähdytetään sitten nopeasti vedessä muodostaen yhden austeniitin, joten sen lujuus ja sitkeys paranivat huomattavasti käsittelyn saavuttamiseksi Kovettumistarkoitus. Toisin kuin tavallinen hiiliteräs, korkea mangaaniteräs vedessä sammuttamisen jälkeen ei ole kovettunut, vaan siitä tulee pehmeää, joten korkeaa mangaaniteräksen lämpökäsittelyä kutsutaan myös vedenkestävyydeksi. Lämpökäsittelyprosessissa karbidi liuotetaan kiinteässä tilassa austeniitiksi, niin kutsuttu kiinteän liuoksen vahvistava käsittely. Korkeat mangaaniteräsliuoksen käsittelyparametrit koskevat pääasiassa uunin lämpötilaa, lämmitysnopeutta, eristyslämpötilaa, pitoaikaa, sijoittamista ja niin edelleen.
Uunin lämpötila ja lämmitysnopeus
Korkeat mangaaniteräskappaleet uunissa ennen tahmean hiekan valupintaa, verho ja kaatoputki puhdistukseen. Valukuumennuksessa tai -jäähdytyksessä oleva tahmea hiekka eristetään niin, että valulämmitys ja vesi jäähdyttämisen jälkeen eivät ole tasaisia, vakava tahmea hiekka vähentää valuvettä jäähdytysnopeuteen, mikä johtaa viljan rajakarbidisaostumiseen. Rako on ohuempi ja hiilestä poistuu kuumennettaessa lämpökäsittelyllä. Veden sammuttamisen jälkeen siitä tulee martensiitti ja martensiittisen muuntumistilavuus laajenee, mikä voi aiheuttaa valumatriisin halkeilun ja stressin. Korkea mangaaniteräksen lämmönjohtavuus on pieni, 100 ℃ alle hiiliteräksen 1/4 - 1/6 kertaa, 600 ℃, kun hiiliteräs 1/2 - 5/7 kertaa. Korkea mangaaniteräksen lämpölaajenemiskerroin, hiiliteräkselle 2 kertaa, yli 500 ℃. Vaikka valu alhaisessa lämpötilassa tapahtuvassa lämmitysprosessissa ilman vaihemuutosjännitystä tapahtuu, mutta se kuumennetaan 300 ° C: seen tai enemmän, tulee olemaan kiteessä ja jyvien rajat näyttävät haurailta karbidi-ilmiöiltä, joskus tapahtuu pearliittimuunnosta. Korkea mangaaniteräksestä valmistetun sammakon rakenne on monimutkainen, sama valuseinän paksuusero valun välillä ei ole pientä valu-valua. Lämpökäsittelyssä lämmitys- tai jäähdytysprosessissa eri osissa on olemassa suuri lämpötilaero, mikä johtaa lämpöjännitykseen. Tällä tavoin lämpörasitus ja valurasitus ovat päällekkäin, mikä aiheuttaa halkeamia sammakossa. Siksi meidän on kontrolloitava korkea mangaaniteräs sammakko uunin lämpötilaan ja lämmitysnopeuteen.
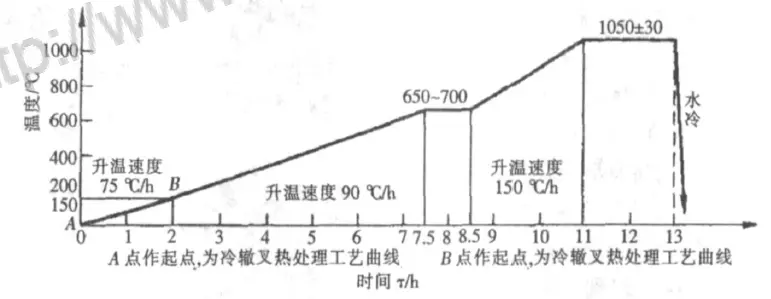
Korkea-mangaaniterässammakoiden lämpökäsittelyprosessi kahdella tavalla: kylmäsammakäsittely ja kuumasammakäsittely. Kuumille sammakoille, jos sama uuni samaan uuniin on asennettu uunin lämpötila ja uunin mukainen peruslämpötila, tämä prosessi voi olla energiatehokas ja parantaa tehokkuutta. Mutta uunin todellisessa tuotannossa lämpötilaa on vaikea sovittaa uunin lämpötilaan, ja ero on suuri, tärkeimmät syyt ovat: erilaiset uunin sammakot ulos laatikosta sen jälkeen, kun vesi on räjähtänyt samalla uunin lämpökäsittelyllä, mikä johtaa samaan uunin sammakko alkulämpötila Erilainen; jatkuvan tuotannon takia uunin lämpötila ei ole sama joka päivä; kausiluonteiset lämpötilan muutokset johtavat aidan ja uunin lämpötilan muutoksiin; sammakot uunin lajittelussa aiheuttavat tietyn lämpötilaeron. Tämä johtaa suuriin lämpötilaeroihin sammakon ja uunin välillä. Shenyang Railway Bureau Xue kodin tarvikkeet tehdas vanha prosessi kuuma sammakko lämpötilan nousun lähtökohta (450 ℃), lämmitysnopeus (150 ℃ / h). Korkean mangaaniteräksen huonon lämmönjohtavuuden takia se aiheuttaa suuremman lämpöjännityksen sammakon sisällä seuraavissa vesisammutuksissa tai -jäähdytyksissä varhaisessa jäähdytyksessä tai halkeilussa. Kylmälle sammakolle (lämpötila on huoneen lämpötila), ennen kuin keskilämpötila ei riitä, pitoaika on lyhyt, korkean lämpötilan (vastaavasti 400 ℃ ja 200 ℃) aloituspiste lämpenee nopeasti (vastaavasti 160 ℃ / h ja 90 ℃) / h). Tässä lämpötilan nousun, sammakoiden ja uunin alkulämpötilan alkupisteessä on suuri lämpötilaero, joka aiheuttaa sammakoita vedessä halkeilun käsittelyn jälkeen.
Liuoksen lämpötila ja pitoaika
Liuoksen lämpötila ja pitoaika määritetään seuraavasti: karbidit ovat täysin liuenneet, austeniitin oikea raekoko, teräksen kemiallinen koostumus on tasainen, parhaat mekaaniset ominaisuudet saavutetaan ja ylikuumenemiskudoksen estyminen . TB / T447 - 2004 tarjoaa veden sitkeyslämpötilan 1000 - 1100 ° C korkealle mangaaniterässammakolle ilman muita seosaineita. Karbidoituneen rungon karbidiliukenemisprosessi on, että hiili diffundoituu karbidista austeniitiksi, ja alkuperäinen sementtifaasi diffundoituu itsestään ja muodostaa kasvokeskeisen kuutiometrisen austeniitin. (Fe, Mn) 3C-hiilikarbidi hiiliatomeissa ja muussa atomivoimassa on heikko, helppo suorittaa prosessi, liukenemisnopeus on nopeampi. Lämmitetty 1000 ° C: seen (Fe, Mn) 3 C voidaan hajottaa kokonaan. Hajoamisen, liukenemisen ja diffuusion nopeuttamiseksi ja homogenoinnin koostumuksen edistämiseksi liuoksen lämpötila 1050 ~ 1100 ℃ on riittävä. Kun lämpötila ylittää 1050 ℃, austeniittirakeet alkavat kasvaa. Kun lämpötila saavuttaa 1120 ℃, austeniittirake kasvaa selvästi. Kun lämpötila on yli 1150 ℃, vilja on karkeaa ja tulistuskudos ilmestyy. Kromia, molybdeeniä, vanadiinia, titaania ja muita karbideja muodostavia alkuaineita sisältävälle mangaaniteräkselle organisaatiossa on erityisiä karbideja, ratkaisu on vaikeampi, liuoksen lämpötilaa tulisi nostaa 30 ~ 50 ℃. Tulokset osoittavat, että korkean mangaaniteräksen, joka sisältää kromia, molybdeenia ja vanadiinia, ollessa veden käsittelylämpötila 1050 ℃, austeniittia ei voida täysin muuttaa eikä karbideja voida saostua kokonaan. Lämpötilassa 1100 ℃, austeniittimuutos Täysin hienojakoinen, karbididispersio, jolla on hyvät mekaaniset ominaisuudet. Vaikka veden sitkeyslämpötila on 1150 ℃, viljasta on tullut iso trendi. Eristysaika niin kauan kuin karbidi voidaan täysin liuottaa, ainesosat voivat olla tasaisesti tasaisia. Liiallinen pitoaika ei ole hyvä mekaanisille ominaisuuksille. Taulukossa 1 on esitetty pitoaikojen vaikutus korkean mangaaniteräksen sammakoiden mekaanisiin ominaisuuksiin, joissa valukemikaalien kemiallinen koostumus, lämmitysaika ja pitolämpötila (1080 ℃) ovat samat. Voidaan nähdä taulukosta 1, eristys 0.5 h on selvästi riittämätön, paras eristys 2 h, yli 2 h, kun suorituskyky on heikentynyt. Koska eristeen valmistajat ennen lämpökäsittelyprosessia eivät ole samat, eristysaika on erilainen, korkean mangaaniteräksen sammakon pitoaika 2 ~ 6.5 h.




