Tausta
Yhdysvaltalainen asiakkaamme osti 98 mangaanimurskainvasaraa (Mn18) sementtimurskaimiinsa. Kuuden kuukauden palvelun jälkeen jotkut osat rikkoutuivat ja epäonnistuivat. Asiakas haluaa, että analysoimme rikkoontumisen syyn ja tarjoamme optimoidut tuotteet.
Toimintakunnon analyysi
Murskainvasara on vasaramurskaimen ydinkomponentti, ja murskaimen voimakkaiden työolosuhteiden vuoksi korkea mangaaniteräs on sopivin metallimateriaali vasaralle. Sementtiklinkkerimurskaimen vasarapää on valmistettu pääasiassa mangaanipitoisesta teräksestä, jossa on korkea Mn18. Runsasmangaaniteräsvasaran jähmettymisprosessin aikana, kun jäähtymisen kutistumisen aiheuttaman sisäisen jännityksen ja valukappaleen sisä- ja ulkopuolen lämpötilaeron synnyttämän lämpöjännityksen summa ylittää jännityksen vaikutuksen alaisen alueen lujuuden, hieno valussa syntyy halkeamia. Nämä hienot halkeamat voivat toisaalta täyttyä liuenneilla aineilla, toisaalta ne voivat aiheuttaa sulkeumien kerääntymistä, jotka molemmat muodostavat epäjatkuvia vyöhykkeitä teräsmatriisiin. Näitä halkeamia ja niiden sisäisiä täytteitä ei voida poistaa vesikarkaisun aikana. Kovissa ja monimutkaisissa työolosuhteissa murskaimen sisällä vasaran päähän sen käytön aikana kohdistuvan iskun suunnalla ja voimakkuudella on tietty sattumanvaraisuus, mikä johtaa jatkuvaan pintatyön kovettumisominaisuuksien ja eri osien mikrorakenteen ominaisuuksien erojen laajenemiseen. vasara. Lisäksi olemassa olevat hienot halkeamat jatkavat etenemistä väsymisiskuprosessin aikana, mikä johtaa lopulta vikaonnettomuuksiin, kuten murtumiin tai vasaran rikkoutumiseen, mikä vaikuttaa koko käyttöikään.
Viallisten runsaan mangaanipitoisten murskainvasaroiden tarkastus ja analysointi
Ainesosien testaus
Koostumustarkastukseen otettiin erilaisia valuosia, ja tulokset on esitetty taulukossa 1.
| Taulukko 1. Mn18:n rikkoutuneen vasaran kemiallinen koostumus | |||||||||
| Asema | C | Si | Mn | P | S | Cr | Mo | Al | Ti |
| pintakerros | 1.42 | 0.36 | 17.62 | 0.019 | 0.014 | 1.02 | 0.07 | 0.09 | 0.48 |
| sydämen osa | 1.45 | 0.38 | 18.21 | 0.019 | 0.016 | 1.02 | 0.03 | 0.09 | 0.51 |
Taulukosta 1 voidaan havaita, että keskialueen ja pinnan koostumuksessa on pieni ero, mikä johtuu jähmettymisprosessin aikana tapahtuvasta segregaatiosta. Kromi on yksi alkuaineista, joita lisätään suhteellisen suuria määriä runsasmangaanipitoiseen teräkseen, ja sen rooli on myös melko selvä. Vesikarkaisukäsittelyn jälkeen kromi liukenee enimmäkseen runsasmangaanipitoisen teräksen austeniittifaasiin, mikä lisää teräksen myötörajaa ja kiihdyttää karbidin saostumista jäähdytyksen aikana, mikä tyypillisesti johtaa karbidien jatkuvaan retikulaariseen jakautumiseen raereajoilla. Runsasmangaaniteräs, johon on lisätty kromia, parantaa kulutuskestävyyttä voimakkaassa iskuhankauksessa, mikä tekee siitä sopivan murskausvasaravaluihin.
Titaani kuuluu sulan teräksen tärkeiden pelkistysaineiden luokkaan. Hiilipitoisessa ja typpipitoisessa Mn18-teräksessä se voi yhdistyä C:n ja N:n kanssa muodostaen sakkaa. Jos korkean sulamispisteen hiukkasia, kuten TiN ja Ti(C,N), muodostuu ennen kiinteytymistä, ne voivat toimia ei-spontaaniina heterogeenisina austeniitin ydintymiskohtina, mikä lisää raemäärää tilavuusyksikköä kohti ja jalostaa siten raekokoa. Siksi titaanin mikroseoksesta on tehty paljon tutkimusta ja käytännön soveltamista runsasmangaanipitoisessa teräksessä. Tässä artikkelissa kuvattuun Mn18-teräkseen lisättiin suunnitteluvaiheessa noin 0.5 % titaania.
Murskainvasaroiden murtumisrajapinnan analyysi

Taulukosta 2 alkaen ainesosat saavuttavat optimointitavoitealueen.
Kun valu on valmis, murskausvasara leikataan, ja organisaatio näkyy kuvassa 6.
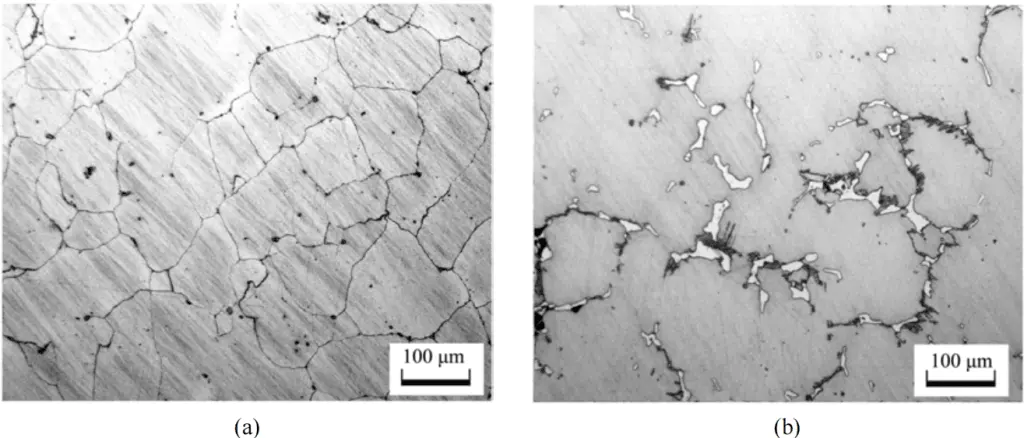
b) Keskialue
Kuvassa 6 näkyy, että sekä koostumuksen että prosessin optimoinnin jälkeen rakenteesta vasaranpään pinnan lähellä tulee yhtenäisempi. Raekoko on tasolla 2, kun taas ydinalueen jyvät ovat noin tasolla 1, mikä osoittaa selkeää raerajojen sademäärää. Saostumat ovat kuitenkin pääasiassa lohkokarbideja, ja neulakarbidien pituus on enimmäkseen 10 μm:n sisällä, mikä viittaa asianmukaiseen hiilipitoisuuden vähenemiseen. Mo:n lisääminen yhdessä Cr:n kanssa vähentää saostumien kokonaismäärää ja optimoi niiden morfologiaa, mikä edistää raerajojen stabiilisuutta. Lisäksi ei havaittu TiN:n kaltaisten lohkeisten sulkeumien aggregoituvan levyiksi saostumien joukkoon, mikä viittaa siihen, että tällaisten sulkeumien haitalliset vaikutukset ovat hallittavissa olevilla alueilla.
18 kuukauden käytön jälkeen tämä murskausvasara-erä ei ole kokenut murtumisvaurioita, paitsi normaalin pinnan päiden kulumisen. Tämä osoittaa murskainvasaroiden sisäisen ja ulkoisen laadun parantuneen merkittävästi, mikä johtaa niiden käyttöiän vakaaseen pidentymiseen.
Yhteenveto
- Halkeilu raerajaa pitkin poikkileikkauksella on suora syy Mn18 murskaimen vasaran murtumiseen ja perustavanlaatuinen syy on riittämättömän jäähdytysnopeuden aiheuttama raerajaverkoston karbidien saostuminen.
- Jos Ti-pitoisuus on liian korkea, saostuu ja aggregoituu suuri määrä neliömäistä TiN:ää raerajoille, mikä myös vähentää raerajojen sidosvoimaa ja edistää raerajojen halkeilua ulkoisten voimien vaikutuksesta.
- Cr- ja Mo-komposiittiseosten käyttö voi vähentää raerajakarbidien saostumista, optimoida karbidien morfologiaa ja vähentää merkittävästi ylimitoitettujen neulamaisten karbidien saostumista.
- Toimenpiteitä, kuten koostumuksen optimointiin perustuva vesikarkaisuprosessin optimointi, käytetään Mn18-vasaran rakeiden jalostamiseksi, saostumien kokonaismäärän ja muodon hallitsemiseksi ja viime kädessä käyttöajan pidentämiseksi.
Mangaanimurskainvasaroiden murtumisrajapinnan ominaisuuksien, morfologian ja metallografisen rakenteen analyysin perusteella on todettu, että raerajoja pitkin tapahtuva halkeilu, liiallinen Ti-pitoisuus ja kohtuuttomat tuotantoprosessit ovat syynä epäonnistumiseen. Ti-pitoisuutta vähentämällä, Mo-elementtiä lisäämällä, tuotantoprosessia muuttamalla ja muilla toimenpiteillä optimoidaan Mn18-murskainvasaroiden saostumien mikrorakenteen ominaisuudet, kokonaismäärä ja morfologia sekä parannetaan tehokkaasti vasaran pään käyttösykliä ja vakautta.



