La fundición de la zapata es un componente crítico de palas electricas, representando del 10% al 15% del peso total del equipo. Como parte móvil del equipo de minería, opera en entornos hostiles y experimenta condiciones de tensión complejas y variables, lo que rápidamente provoca desgaste, deformación e incluso fracturas de la zapata de oruga. Las zapatas de oruga para equipos grandes generalmente se reemplazan en grupos, con altos costos de reemplazo. Por lo tanto, las zapatas deben tener características de rendimiento integrales, como alta resistencia, resistencia al desgaste, tenacidad al impacto y resistencia a la fatiga. Actualmente, los materiales para las piezas fundidas de las zapatas de oruga incluyen principalmente acero con alto contenido de manganeso, acero de baja aleación, etc., y muchos modelos en el extranjero optan por zapatas de acero de baja aleación.
El acero de baja aleación conserva la resistencia al desgaste y ofrece un mejor rendimiento general que acero con alto contenido de manganeso. Sin embargo, la adición de elementos de aleación en acero de baja aleación reduce la conductividad térmica de la aleación. Amplía el rango de solidificación, haciéndolo más propenso a generar tensiones significativas durante la solidificación, lo que lleva a la formación de grietas. Qiming Casting ha investigado el proceso de fundición de zapatas de orugas de acero de baja aleación y encontró problemas como grietas y adherencia de arena durante la producción de prueba. En respuesta a estos problemas, este artículo optimiza el proceso de fundición de zapatas de oruga, elimina los defectos de fundición y produce productos calificados de fundición de zapatas de oruga.
Análisis de requisitos técnicos de zapatas y dificultades en el proceso de fundición.
Requerimientos técnicos
composición química
Las zapatas están fabricadas con acero de baja aleación de alta resistencia y tienen buena resistencia al desgaste y al impacto. El material específico se modifica según AS-1444-Grade4320. La composición química se muestra en la Tabla 1.
| Tabla 1. Requisito de composición química wb/% | ||||||||||
| C | Si | Mn | S | P | Mo | Ni | Cu | Al | V | |
| Min. | 0.21 | 0.3 | 0.8 | 0 | 0 | 0.4 | 1.4 | 0.03 | 0 | |
| Max. | 0.25 | 0.6 | 1.1 | 0.035 | 0.035 | 0.45 | 1.7 | 0.3 | 0.06 | 0.03 |
Requerimientos de calidad
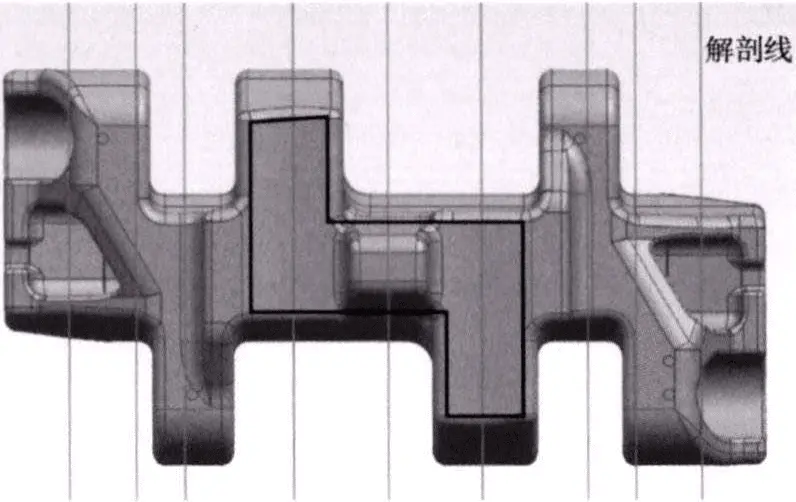
Según las condiciones de uso de varias partes estructurales de la zapata, se divide en áreas críticas y no críticas. Las áreas críticas son las regiones encerradas por la polilínea en la Figura 1 y las partes de las orejas del pasador. Durante la producción de prueba, las piezas fundidas deben someterse a inspecciones generales visuales, dimensionales, de partículas magnéticas y ultrasónicas. Después del mecanizado, los orificios de los pasadores deben someterse a una inspección con penetrantes en la superficie mecanizada. Después del tratamiento térmico, las muestras también deben diseccionarse según sea necesario; las ubicaciones de disección se muestran en la Figura 1. Después de la disección, se llevan a cabo inspecciones radiográficas, ultrasónicas, de partículas magnéticas y penetrantes en las superficies disecadas. El acabado de la superficie de la pieza fundida debe cumplir con los requisitos de las normas de inspección visual ASTM A802, y la superficie de la pieza fundida no debe tener arena adherida ni piel de óxido. La inspección ultrasónica se realiza según los estándares de inspección ultrasónica AS2574-2000 – Castech, con requisitos de primer nivel para áreas críticas y requisitos de segundo nivel para áreas no críticas. La inspección radiográfica se lleva a cabo de acuerdo con ASTM E94 – Guía estándar para examen radiográfico, con defectos en las áreas críticas A, B y C limitados a menos de 2.° grado, mientras que no se permiten defectos en D, E y F. En áreas no críticas, los defectos en A y B deben ser inferiores a 2.º grado, C inferiores a 3.º grado y no se permiten defectos D, E y F. Debido a los estrictos requisitos de calidad para las piezas fundidas, se imponen altas exigencias al proceso de fundición.
Análisis de las dificultades del proceso de fundición.
Características de la estructura del producto.
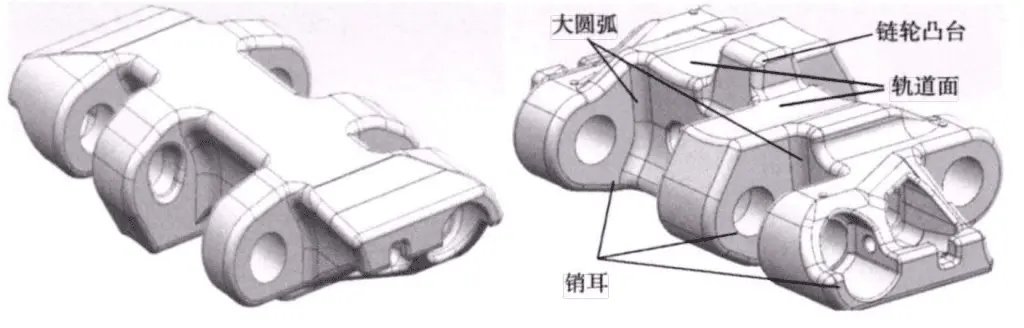
La zapata es un componente crítico de la pala eléctrica, como se muestra en la Figura 2. El peso individual de este producto es de 909 kg, con unas dimensiones totales de 1,400 mm x 760 mm x 430 mm. El producto presenta variaciones importantes en el espesor de pared, con un espesor máximo de 190 mm y un espesor mínimo de 40 mm, oscilando el espesor principal entre 70 mm y 120 mm. Hay tres orificios para pasadores a cada lado de la zapata de oruga, que requieren mecanizado. El uso de gráficos tridimensionales del producto permite una observación clara de la estructura interna de la pieza fundida. La zapata de oruga se puede dividir en varias regiones mutuamente independientes, incluido el saliente central de la rueda dentada, orejas de seis pasadores y trece arcos grandes que conectan las orejas del pasador con el cuerpo, como se muestra en la Figura 2. La desafiante sección transversal se muestra en la Figura 3.
Análisis de tendencia al crack
Las características de las aleaciones, los cambios repentinos en el espesor de la pared y la contracción restringida pueden aumentar la tendencia de las piezas fundidas a desarrollar grietas. Las piezas fundidas de aleaciones de alta templabilidad son propensas a la formación de martensita durante la soldadura, lo que dificulta la reparación de las grietas e incluso produce desechos del producto. Por lo tanto, reducir la aparición de grietas en las piezas fundidas de las zapatas es un aspecto crucial del diseño del proceso. Según el análisis de la estructura de fundición, se sabe que la porción de arco que conecta las orejas del pasador con el cuerpo es el área donde es más probable que la fundición se vea obstaculizada por el molde de arena durante la solidificación. Esta área sufre importantes variaciones en el espesor de la pared y es la región más susceptible a la formación de grietas en la fundición, por lo que requiere una atención especial en el diseño del proceso.
Diseño del proceso de fundición de zapata de oruga
Condiciones básicas de producción.
El proceso implica el uso de moldeo en arena con resina fenólica y la fabricación de núcleos y la fusión de la aleación en un horno de frecuencia media de 2 toneladas. Se adopta el moldeo a máquina, con núcleos fabricados manualmente. Se aplica una capa de polvo de silicato de circonio alcohólico a las superficies de trabajo de los moldes de arena y los núcleos.
Selección de superficie de partición
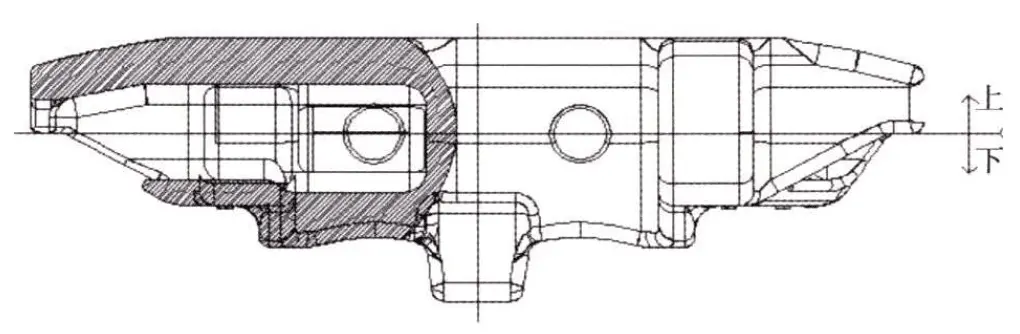
La zapata está hecha de acero de baja aleación, y sus procesos de contracción líquida y contracción por solidificación requieren que se consuma una cierta cantidad de acero fundido, por lo que es necesario reponerlo a través de elevadores hasta la fundición. La superficie de rodadura de la zapata, el saliente de la rueda dentada y las orejas de los pasadores son áreas críticas y deben colocarse primero en la parte inferior del molde. Al mismo tiempo, colocar la gran superficie plana en la parte superior del molde facilita la disposición y limpieza de las mazarotas. Para simplificar la estructura del núcleo y facilitar su extracción, la línea de separación se diseña en el plano donde se encuentra el centro del orificio del pasador. El diagrama del proceso de fundición simplificado se muestra en la Figura 4.
Diseño de núcleo de arena
Con base en la línea de separación determinada, se realiza el diseño del núcleo de arena para la fundición de la zapata de oruga, como se muestra en la Figura 5. Los núcleos de arena para los seis orificios exteriores para pasadores tienen una estructura cilíndrica, lo cual es simple y fácil de producir. El núcleo de arena de la cavidad interior tiene forma general de L. Se coloca un cabezal de núcleo grande en la cola para proporcionar posicionamiento y fijación, mientras que se coloca un cabezal de núcleo cilíndrico en la cabeza para posicionamiento y fijación auxiliar, evitando así el desplazamiento y la flotación de los núcleos de arena.
Distribución del elevador y de la plancha enfriada.
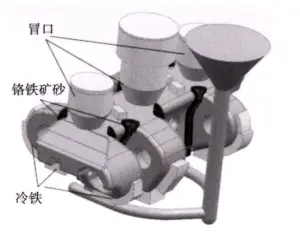
Los principales puntos calientes de la zapata son el saliente central de la rueda dentada y los puntos de conexión de las orejas del pasador al cuerpo, en total 7. Al colocar escalofríos, los puntos calientes en el saliente de la rueda dentada y sus lados se combinan en un solo punto caliente. Se colocan escalofríos en la parte inferior y los lados de las orejas de alfiler para permitir que dos puntos calientes externos compartan un elevador. Por lo tanto, sólo se requieren 3 elevadores para la fundición, como se muestra en la Figura 6.
Diseño de sistema de puerta
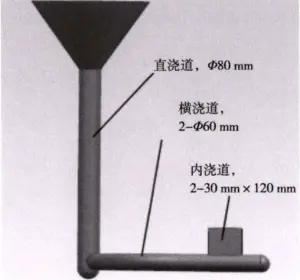
El sistema de compuerta de fundición es el paso a través del cual el acero fundido llena la cavidad del molde de fundición. Un sistema de compuertas bien diseñado puede reducir la velocidad del acero fundido que ingresa a la cavidad del molde, disminuir la turbulencia, minimizar la oxidación del acero, mejorar la suavidad del proceso de vertido, reducir la probabilidad de porosidad y mitigar el impacto del acero fundido en el molde de arena. , reduciendo así el riesgo de defectos de fundición. El sistema de compuerta para la zapata de oruga se muestra en la Figura 7, con las relaciones de área de sección de cada componente determinadas mediante cálculos de la siguiente manera: A Recta: A Transversal: A Interior = 1: 1.12: 1.43, lo que constituye un sistema de vertido abierto.
Diseño de arena de cromita
En comparación con la arena de sílice, la arena de cromita tiene una mayor refractariedad, lo que puede reducir la tendencia de que la arena de fundición se pegue a las áreas de colocación. Además, la arena de cromita puede acelerar la velocidad de solidificación de las áreas de colocación, permitiendo que la superficie de fundición en estas áreas establezca resistencia más rápidamente, reduciendo así la tendencia al agrietamiento. A partir de la estructura de la zapata, es evidente que la porción de arco que conecta las orejas del pasador con el cuerpo se ve obstaculizada por el molde de arena durante la solidificación de la fundición, lo que genera una tensión significativa. Combinado con el gran espesor de la pared en esta área, el establecimiento de resistencia es relativamente lento, lo que la hace propensa a agrietarse. Por lo tanto, se debe colocar arena de cromita en esta área para reducir la formación de grietas, como se muestra en la Figura 6.
Las regiones donde se producen enfriamientos en la superficie de la fundición y las áreas circundantes experimentan gradientes de temperatura significativos durante la solidificación del líquido metálico, lo que conduce a tensiones de contracción. En particular, colocar frío alrededor de secciones gruesas de la pieza fundida genera una tensión significativa, que puede exceder fácilmente la resistencia de la película metálica líquida, provocando defectos de agrietamiento. Colocar arena de cromita con buenas propiedades de almacenamiento de calor entre la pieza fundida y los enfriadores puede evitar la formación de grietas. Por lo tanto, en el diseño del proceso de fundición de zapatas de oruga, se coloca arena de cromita, de 10 a 20 mm de espesor, alrededor de los fríos en secciones gruesas de la fundición.
Predicción de la viabilidad del proceso de fundición.
Análisis de simulación del proceso de llenado.
La Figura 8 muestra el proceso de llenado de la pieza fundida de la zapata. Al cabo de 1 segundo de vertido, el acero fundido comienza a llenar la cavidad del molde de fundición, y se produce una pequeña cantidad de salpicaduras a medida que entra el líquido, como se muestra en la Figura 8a. A continuación, el metal fundido llena la cavidad del molde de fundición, empezando por el plano inferior de la pieza fundida. Una vez llenado el plano inferior, el acero fundido se llena gradualmente hacia arriba en capas y el proceso de llenado avanza sin problemas. Durante el proceso de llenado se puede observar por la temperatura que las zonas donde se colocan los fríos tienen la temperatura más baja, seguida de los bordes de la pieza fundida.



