Contáctanos
¡Deje sus necesidades específicas e información de contacto y el personal se comunicará con usted lo antes posible!
Con el vigoroso desarrollo de la industrialización de las minas, se han aplicado varios tipos de estaciones de trituración. Las trituradoras, cintas transportadoras y otros conjuntos completos de equipos correspondientes se han utilizado ampliamente. La demanda de accesorios y repuestos relacionados también está aumentando. Las bandejas / paletas del alimentador de plataforma son las principales piezas de desgaste de un alimentador de plataforma.
Nuestro cliente, Corporación Ansteel Group, importe un juego de alimentadores de plataforma del fabricante de EE. UU. Cada año, necesita importar una gran cantidad de piezas de alimentador de plataforma, que incluyen cadenas y bandejas. Para acortar el tiempo de entrega de repuestos y disminuir el costo de compra. Ansteel quiere que Qiming Casting le fabrique esas piezas del alimentador de delantales. Como fundición de acero al manganeso, intentamos fabricar estos bandejas de alimentación de delantal.
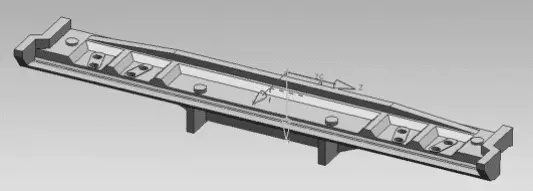
Para garantizar que el acero fundido fluya hacia la cavidad de manera rápida y suave, la compuerta interior de la pieza fundida es plana, distribuida uniformemente en un lado de la pieza fundida, y el elevador se coloca en la posición de la compuerta correspondiente para asegurar que el gas de escoria en el acero fundido se descarga a tiempo y, al mismo tiempo, es más alto que el tubo ascendente. Las rejillas de ventilación se colocan en la posición de la raíz para evitar un vertido insuficiente del yeso. Como se muestra en la siguiente figura.
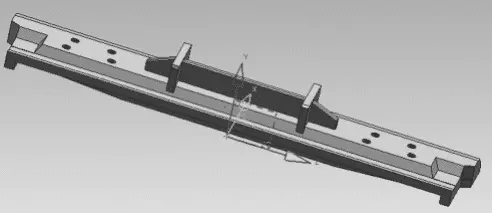
En vista de las dificultades en la fabricación de bandejas de alimentación de plataforma, se utilizan patrones de metal en lugar de patrones de madera para garantizar la precisión y la planitud de las dimensiones clave de la longitud de la fundición, evitar la deformación de la fundición causada por la deformación de la modelo de origen, y el uso de moldes metálicos garantiza la calidad de la superficie de toda la fundición.


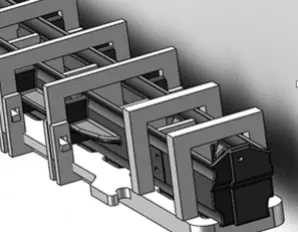
En vista de las características estructurales de la fundición de las bandejas de alimentación de plataforma, para evitar la deformación después del tratamiento de endurecimiento por agua, se diseña especialmente una herramienta de tratamiento térmico especial. Como se muestra en la figura siguiente, se intercalan dos moldes de vuelo para formar una forma de abrazo, y el tipo de bandeja base se adopta a continuación. Soporta todo el vaciado y asegura la estabilidad del vaciado durante todo el proceso. La parte superior adopta el tipo de sujeción de abrazadera, y la abrazadera se coloca en lugares débiles y fácilmente deformables para la sujeción. La cavidad interna está bloqueada por un deflector adecuado. Este diseño estructural no solo puede garantizar la estabilidad general de la pieza fundida, sino que también garantiza que el agua de refrigeración pueda enfriar completamente la pieza fundida durante el tratamiento de endurecimiento por agua. A través de esta herramienta de tratamiento térmico, el grado de deformación de la pieza fundida después del tratamiento térmico puede cumplir con los requisitos del cliente, y la cantidad de deformación no supera los 0.35∶100.
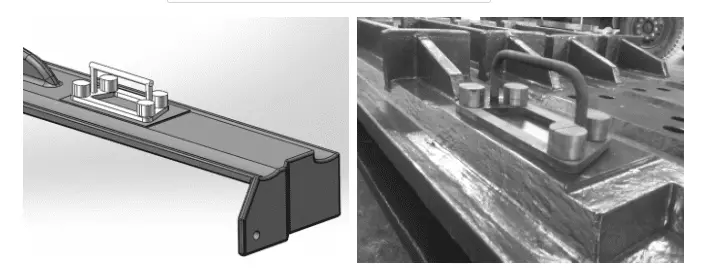
Combinando el uso real de las bandejas de alimentación de la plataforma, para garantizar la alineación precisa de las bandejas de alimentación de la plataforma con la sección inferior del riel de la cadena durante el uso, se diseña una herramienta de inspección desmontable de acuerdo con el tamaño de los 8 orificios de la sección del riel de la cadena para asegurarse de que los 8 orificios en ambos extremos de las bandejas del alimentador de plataforma estén en su lugar. La alineación es precisa durante la primera instalación de prueba y el diagrama esquemático de la herramienta de inspección se muestra en la figura.
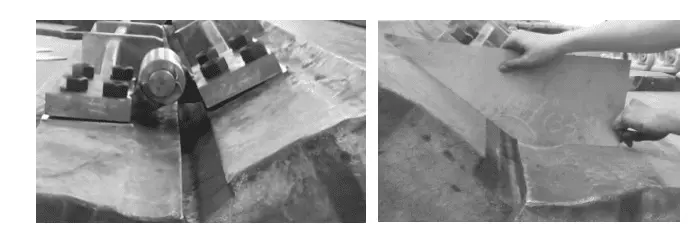
La rotación de las bandejas de alimentación de la plataforma completa el proceso de transporte girando los orificios entre los eslabones del riel de la cadena mediante la rueda motriz de abajo. Cuando las bandejas del alimentador de plataforma giran, se debe formar un cierto ángulo (147 °) entre las dos partes de la rueda motriz para asegurar el ángulo de rotación adecuado. El dispositivo de prueba de ángulo está especialmente diseñado de acuerdo con las condiciones de uso en el sitio. El dispositivo de prueba de ángulo se utiliza para el experimento de prueba de ángulo. El ángulo de rotación cumple con los requisitos del dibujo y alcanza los 147 °, lo que garantiza la rotación normal de las bandejas de alimentación de delantal en los siguientes.
Basándonos en nuestros diseños, habíamos fabricado buenas piezas de alimentador de plataforma para Ansteel Group. Después de su uso, las piezas del alimentador de plataforma de Qiming Casting coinciden con las piezas de repuesto originales. Sin embargo, la compra cuesta solo el 70% de las piezas originales.