Der Schienenschuhguss ist ein entscheidender Bestandteil von elektrische Schaufeln, was 10 bis 15 % des Gesamtgewichts der Ausrüstung ausmacht. Als laufendes Teil der Bergbauausrüstung ist es in rauen Umgebungen im Einsatz und unterliegt komplexen und wechselnden Belastungsbedingungen, die schnell zu Verschleiß, Verformung und sogar Brüchen der Raupensohle führen. Die Bodenplatten großer Geräte werden in der Regel gruppenweise ausgetauscht, was hohe Austauschkosten verursacht. Daher müssen Raupenschuhe umfassende Leistungsmerkmale wie hohe Festigkeit, Verschleißfestigkeit, Schlagzähigkeit und Ermüdungsbeständigkeit aufweisen. Derzeit umfassen die Materialien für Raupenschuhgussteile hauptsächlich Stahl mit hohem Mangangehalt, niedriglegierten Stahl usw., wobei sich viele Modelle im Ausland für Raupenschuhe aus niedriglegiertem Stahl entscheiden.
Niedriglegierter Stahl behält seine Verschleißfestigkeit bei und bietet gleichzeitig eine bessere Gesamtleistung als hoher Manganstahl. Allerdings verringert die Zugabe von Legierungselementen in niedriglegiertem Stahl die Wärmeleitfähigkeit der Legierung. Es erweitert den Erstarrungsbereich und macht es anfälliger, während der Erstarrung erhebliche Spannungen zu erzeugen, die zur Rissbildung führen. Qiming Casting hat den Gießprozess von Schienenschuhen aus niedriglegiertem Stahl untersucht und ist bei der Testproduktion auf Probleme wie Risse und Sandanhaftungen gestoßen. Als Reaktion auf diese Probleme optimiert dieser Artikel den Gussprozess von Raupenschuhen, beseitigt Gussfehler und stellt qualifizierte Gussprodukte für Raupenschuhe her.
Analyse der technischen Anforderungen an Raupenschuhe und Schwierigkeiten im Gießprozess
Technische Anforderungen
Chemische Zusammensetzung
Die Bodenplatten sind aus hochfestem, niedriglegiertem Stahl gegossen und weisen eine gute Verschleiß- und Schlagfestigkeit auf. Das spezifische Material ist gemäß AS-1444-Grade4320 modifiziert. Die chemische Zusammensetzung ist in Tabelle 1 dargestellt.
| Tabelle 1. Anforderungen an die chemische Zusammensetzung ww/% | ||||||||||
| C | Si | Mn | S | P | Mo | Ni | Cu | Al | V | |
| Min. | 0.21 | 0.3 | 0.8 | 0 | 0 | 0.4 | 1.4 | 0.03 | 0 | |
| Max. | 0.25 | 0.6 | 1.1 | 0.035 | 0.035 | 0.45 | 1.7 | 0.3 | 0.06 | 0.03 |
Qualitätsanforderungen
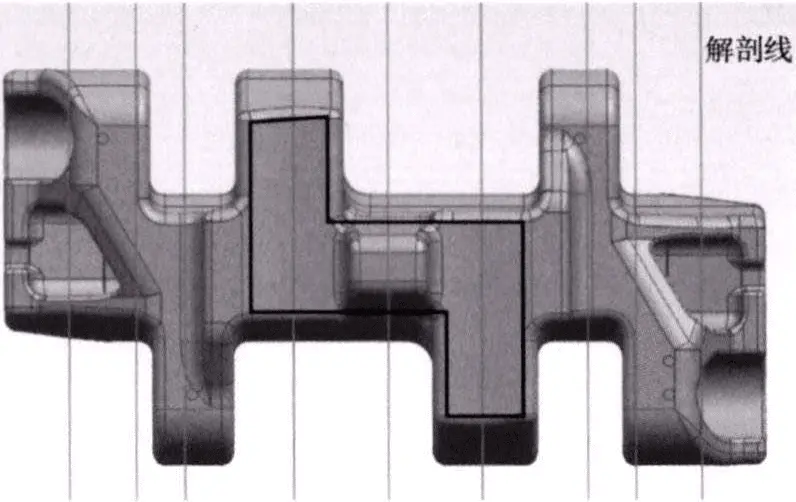
Basierend auf den Einsatzbedingungen verschiedener Strukturteile des Raupenschuhs wird dieser in kritische und unkritische Bereiche unterteilt. Die kritischen Bereiche sind die von der Polylinie in Abbildung 1 umschlossenen Bereiche und die Pin-Ear-Teile. Während der Probeproduktion müssen die Gussteile umfassenden Sicht-, Maß-, Magnetpulver- und Ultraschallprüfungen unterzogen werden. Nach der Bearbeitung müssen die Stiftlöcher einer Eindringprüfung auf der bearbeiteten Oberfläche unterzogen werden. Nach der Wärmebehandlung müssen die Proben bei Bedarf auch präpariert werden, wobei die präparierten Stellen in Abbildung 1 dargestellt sind. Nach der Dissektion werden Eindring-, Magnetpulver-, Ultraschall- und Röntgenprüfungen an den präparierten Oberflächen durchgeführt. Die Oberflächenbeschaffenheit des Gussstücks sollte den Anforderungen der visuellen Inspektionsstandards ASTM A802 entsprechen und die Gussstückoberfläche sollte keinen anhaftenden Sand oder eine Oxidhaut aufweisen. Die Ultraschallprüfung wird gemäß den Ultraschallprüfnormen AS2574-2000 – Castech durchgeführt, mit Anforderungen der ersten Ebene für kritische Bereiche und Anforderungen der zweiten Ebene für nicht kritische Bereiche. Die Durchstrahlungsprüfung erfolgt gemäß ASTM E94 – Standard Guide for Radiographic Examination, wobei Mängel in den kritischen Bereichen A, B und C auf weniger als den 2. Grad begrenzt sind, während Mängel in D, E und F nicht zulässig sind. In unkritischen Bereichen sollten Mängel in A und B unter der 2. Klasse liegen, in C unter der 3. Klasse und D-, E- und F-Mängel sind nicht zulässig. Aufgrund strenger Qualitätsanforderungen an Gussteile werden hohe Anforderungen an den Gussprozess gestellt.
Analyse der Schwierigkeiten im Gießprozess
Produktstrukturmerkmale
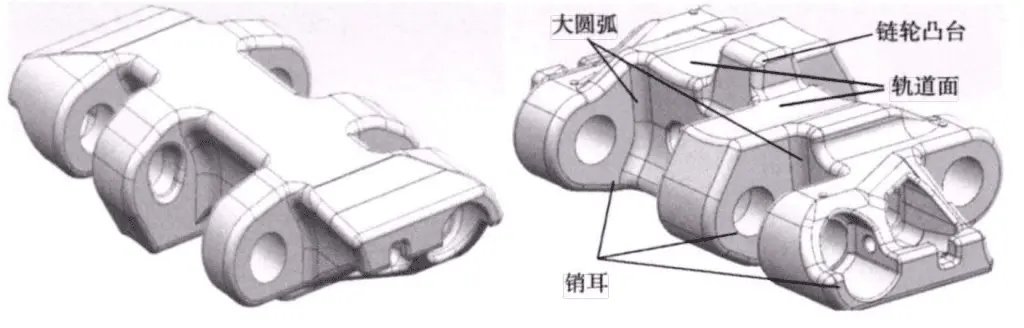
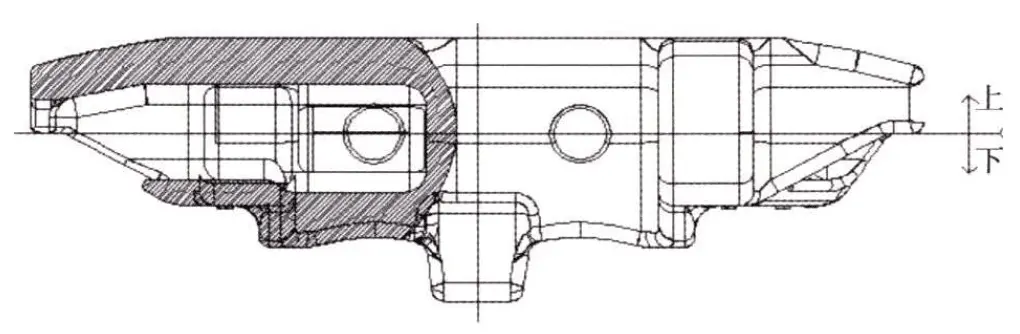
Die Bodenplatte ist ein wichtiger Bestandteil des Elektrobaggers, wie in Abbildung 2 dargestellt. Das Einzelgewicht dieses Produkts beträgt 909 kg bei Gesamtabmessungen von 1,400 mm x 760 mm x 430 mm. Das Produkt weist erhebliche Unterschiede in der Wandstärke auf, mit einer maximalen Dicke von 190 mm und einer minimalen Dicke von 40 mm, wobei die Hauptdicke zwischen 70 mm und 120 mm liegt. Auf jeder Seite des Kettenschuhs befinden sich drei Stiftlöcher, die bearbeitet werden müssen. Die Verwendung der dreidimensionalen Grafiken des Produkts ermöglicht eine klare Beobachtung der inneren Struktur des Gussstücks. Der Kettenschuh kann in mehrere voneinander unabhängige Bereiche unterteilt werden, einschließlich der zentralen Kettenradnabe, sechs Bolzenösen und dreizehn großen Bögen, die die Bolzenösen mit dem Körper verbinden, wie in Abbildung 2 dargestellt. Der anspruchsvolle Querschnitt ist in Abbildung dargestellt 3.
Risstendenzanalyse
Die Eigenschaften von Legierungen, plötzliche Änderungen der Wandstärke und eingeschränkte Schrumpfung können die Neigung von Gussteilen zur Rissbildung erhöhen. Gussteile aus hochhärtbaren Legierungen neigen beim Schweißen zur Martensitbildung, was die Reparatur von Rissen erschwert und sogar zu Produktausschuss führt. Daher ist die Reduzierung des Auftretens von Rissen in Raupenschuhgussteilen ein entscheidender Aspekt der Prozessgestaltung. Aus der Analyse der Gussstruktur ist bekannt, dass der Bogenabschnitt, der die Stiftohren mit dem Körper verbindet, der Bereich ist, in dem das Gussstück während der Erstarrung am wahrscheinlichsten durch die Sandform behindert wird. Dieser Bereich unterliegt erheblichen Wandstärkenschwankungen und ist der anfälligste Bereich für die Rissbildung im Gussstück, weshalb bei der Prozessgestaltung besondere Aufmerksamkeit erforderlich ist.
Gussprozessdesign des Schienenschuhs
Grundlegende Produktionsbedingungen
Der Prozess umfasst die Verwendung von Phenolharz-Sandformung und Kernherstellung sowie das Schmelzen der Legierung in einem 2-Tonnen-Mittelfrequenzofen. Es wird maschinelles Formen übernommen, wobei die Kerne manuell hergestellt werden. Auf die Arbeitsflächen der Sandformen und -kerne wird eine alkoholische Zirkonsilikat-Pulverbeschichtung aufgetragen.
Auswahl der Trennfläche
Der Schienenschuh besteht aus niedrig legiertem Stahl, und seine Schwindungs- und Erstarrungsschrumpfungsprozesse erfordern den Verbrauch einer bestimmten Menge geschmolzenen Stahls, die über Steigleitungen zum Gussstück nachgefüllt werden muss. Die Lauffläche, der Kettenradvorsprung und die Bolzenösen des Raupenschuhs sind kritische Bereiche und sollten zuerst am Boden der Form platziert werden. Gleichzeitig erleichtert die Platzierung der großen flachen Oberfläche oben auf der Form die Anordnung und Reinigung der Steigleitungen. Um die Kernstruktur zu vereinfachen und das Entfernen des Kerns zu erleichtern, ist die Trennfuge auf der Ebene entworfen, auf der sich die Mitte des Stiftlochs befindet. Das vereinfachte Gießprozessdiagramm ist in Abbildung 4 dargestellt.
Sandkerndesign
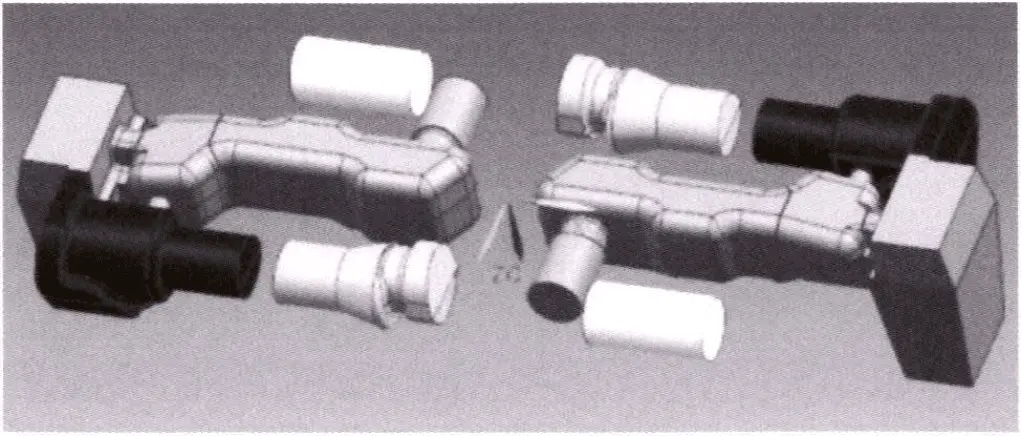
Basierend auf der ermittelten Trennlinie wird der Sandkernentwurf für den Raupenschuhguss durchgeführt, wie in Abbildung 5 dargestellt. Die Sandkerne für die sechs äußeren Stiftlöcher haben eine zylindrische Struktur, die einfach und leicht herzustellen ist. Der Sandkern im inneren Hohlraum ist insgesamt L-förmig. Am Heck ist ein großer Kernkopf angebracht, um die Positionierung und Fixierung zu ermöglichen, während am Kopf ein zylindrischer Kernkopf zur Hilfspositionierung und Fixierung angebracht ist, wodurch ein Verschieben und Aufschwimmen der Sandkerne verhindert wird.
Steigrohr- und Kühleisenanordnung
Die wichtigsten Hotspots des Kettenschuhs sind die zentrale Ritzelnabe und die Verbindungspunkte der Bolzenohren zum Gehäuse, insgesamt sind es sieben. Durch die Platzierung von Kühlkörpern werden die Hotspots am Kettenradnaben und seinen Seiten zu einem Hotspot zusammengefasst. Kühlstellen werden am unteren Teil und an den Seiten der Nadelohren angebracht, damit sich zwei äußere Hotspots eine Steigleitung teilen können. Daher sind für den Guss nur 7 Steigleitungen erforderlich, wie in Abbildung 3 dargestellt.
Design des Angusssystems
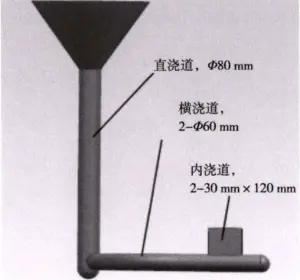
Das Angusssystem ist der Durchgang, durch den geschmolzener Stahl den Hohlraum der Gussform füllt. Ein gut konzipiertes Angusssystem kann die Geschwindigkeit reduzieren, mit der geschmolzener Stahl in den Formhohlraum gelangt, Turbulenzen verringern, die Stahloxidation minimieren, den reibungslosen Gießvorgang verbessern, die Wahrscheinlichkeit von Porosität verringern und den Einfluss von geschmolzenem Stahl auf die Sandform abmildern Dadurch wird das Risiko von Gussfehlern verringert. Das Angusssystem für den Gleisschuhguss ist in Abbildung 7 dargestellt, wobei die Querschnittsflächenverhältnisse der einzelnen Komponenten durch Berechnungen wie folgt ermittelt wurden: A Gerade : A Quer : A Innen = 1 : 1.12 : 1.43, was ein offenes Gusssystem darstellt.
Chromitsand-Design
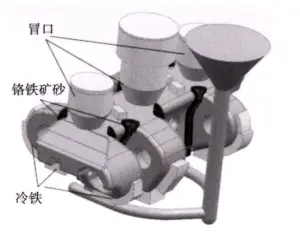
Im Vergleich zu Quarzsand weist Chromitsand eine höhere Feuerfestigkeit auf, wodurch die Neigung verringert werden kann, dass Gusssand an den Einbaustellen haften bleibt. Darüber hinaus kann Chromitsand die Erstarrungsgeschwindigkeit der Ablagebereiche beschleunigen, sodass die Gussoberfläche in diesen Bereichen schneller Festigkeit aufbauen kann, wodurch die Rissneigung verringert wird. Aus der Struktur des Kettenschuhs geht hervor, dass der Bogenabschnitt, der die Bolzenösen mit dem Körper verbindet, durch die Sandform beim Erstarren des Gussteils behindert wird, was zu erheblichen Spannungen führt. In Kombination mit der großen Wandstärke in diesem Bereich erfolgt der Festigkeitsaufbau relativ langsam, wodurch er anfällig für Risse ist. Daher sollte in diesem Bereich Chromitsand eingebracht werden, um die Rissbildung zu reduzieren, wie in Abbildung 6 dargestellt.
Während der Erstarrung der Metallflüssigkeit treten in den Bereichen, in denen Kokillen auf die Gussoberfläche aufgebracht werden, und in den umliegenden Bereichen erhebliche Temperaturgradienten auf, die zu Schrumpfungsspannungen führen. Insbesondere das Anbringen von Kühlkörpern an dicken Abschnitten des Gussteils erzeugt erhebliche Spannungen, die leicht die Festigkeit des Metallflüssigkeitsfilms übersteigen und Rissdefekte verursachen können. Das Einbringen von Chromitsand mit guten Wärmespeichereigenschaften zwischen Gussstück und Kokillen kann einer Rissbildung vorbeugen. Daher wird bei der Prozessgestaltung des Schienenschuhgusses Chromitsand mit einer Dicke von 10 bis 20 mm in dicken Abschnitten des Gussstücks um die Kokillen verteilt.
Prognose der Machbarkeit des Gießprozesses
Simulationsanalyse des Abfüllprozesses
Abbildung 8 zeigt den Füllvorgang des Gleisschuhgusses. 1 Sekunde nach Beginn des Gießens beginnt die Stahlschmelze, den Hohlraum der Gussform zu füllen, wobei es beim Eindringen der Flüssigkeit zu leichten Spritzern kommt, wie in Abbildung 8a dargestellt. Anschließend füllt die Metallschmelze ausgehend von der unteren Ebene des Gussstücks den Hohlraum der Gussform. Nachdem die untere Ebene gefüllt ist, füllt sich der geschmolzene Stahl allmählich schichtweise nach oben und der Füllvorgang verläuft reibungslos. Während des Füllvorgangs kann anhand der Temperatur beobachtet werden, dass die Bereiche, in denen Kokillen platziert werden, die niedrigste Temperatur aufweisen, gefolgt von den Rändern des Gussstücks.



