Kontakt os
Efterlad venligst dine specifikke behov og kontaktoplysninger, og personalet vil kontakte dig hurtigst muligt!
Med den kraftige udvikling af industrialiseringen af miner er forskellige typer knusestationer blevet anvendt. De tilsvarende knusere, transportbånd og andet komplet sæt udstyr er blevet udbredt. Efterspørgslen efter relateret tilbehør og reservedele øges også. Forklædeføderpander / flyvninger er de vigtigste sliddele til en forklædeføder.
Vores kunde, Ansteel Group Corporation, importere et sæt forklædefødere fra USA-producenten. Hvert år skal den importere et stort antal forklædeindføringsdele, der inkluderer kæder og pander. For at forkorte levering af reservedele og reducere købsomkostningerne. Ansteel vil have Qiming Casting til at fremstille disse forklædeføderdele til ham. Som et støberi af manganstål forsøger vi at fremstille disse forklæde feeder pander.
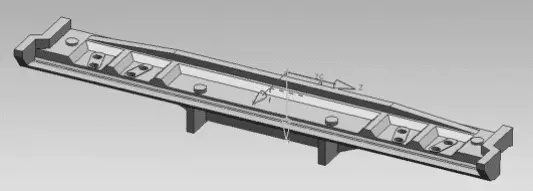
For at sikre, at det smeltede stål strømmer hurtigt og glat ind i hulrummet, er støbningens indvendige port flad, jævnt fordelt på den ene side af støbningen, og stigrøret placeres i den tilsvarende portposition for at sikre, at slagggas i det smeltede stål udledes med tiden, og på samme tid er det højere end stigrøret. Luftåbninger placeres på rodpositionen for at forhindre utilstrækkelig hældning af støbningen. Som vist i den følgende figur.
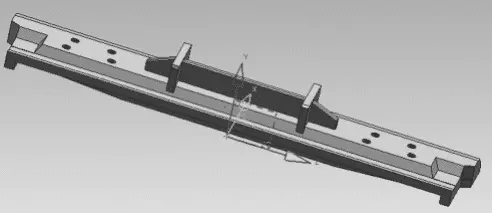
I lyset af vanskelighederne ved fremstilling af forklædeføderpander anvendes metalmønstre i stedet for træmønstre for at sikre nøjagtigheden og fladheden af nøgledimensionerne for støbningens længde, forhindre deformation af støbningen forårsaget af deformationen af model fra kilden, og brugen af metalforme sikrer overfladekvaliteten af hele støbningen.


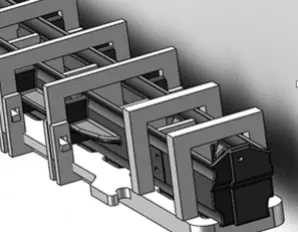
I lyset af de strukturelle egenskaber ved forklædeføderpanderne, der støber sig selv, er et specielt varmebehandlingsværktøj specielt designet for at forhindre deformation efter vandhærdningsbehandlingen. Som vist i figuren nedenfor er to flyafstøbninger afskåret for at danne en knusform, og basebakketypen er vedtaget nedenfor. Understøtter hele støbningen og sikre støbningen af støbningen under hele processen. Den øverste del vedtager klemmefastgørelsestypen, og klemmen placeres på let deformerede og svage steder til fastgørelse. Det indre hulrum er blokeret af en passende ledeplade. Dette strukturelle design kan ikke kun sikre støbningens overordnede stabilitet, men også sikre, at kølevandet kan afkøle støbningen fuldstændigt under vandhærdning. Gennem dette varmebehandlingsværktøj kan graden af deformation af støbningen efter varmebehandling imødekomme kundens krav, og deformationsmængden er ikke mere end 0.35-100.
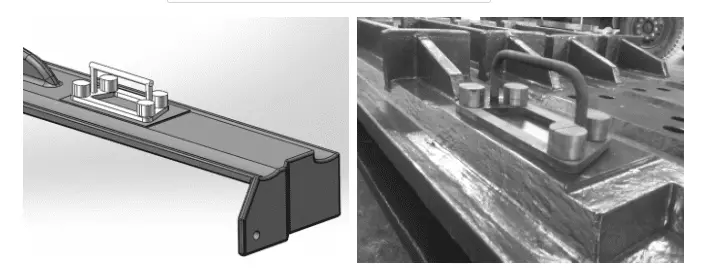
For at sikre den nøjagtige tilpasning af forklædeføderpanderne med henblik på at sikre den nøjagtige tilpasning af forklædeføderpanderne under brug er et aftageligt inspektionsværktøj designet i henhold til størrelsen på de 8 huller i kædeskinnesektionen for at sikre, at de 8 huller i begge ender af forklædeføderpanderne er på plads. Justeringen er nøjagtig under den første prøveinstallation, og det skematiske diagram over inspektionsværktøjet er vist i figuren.
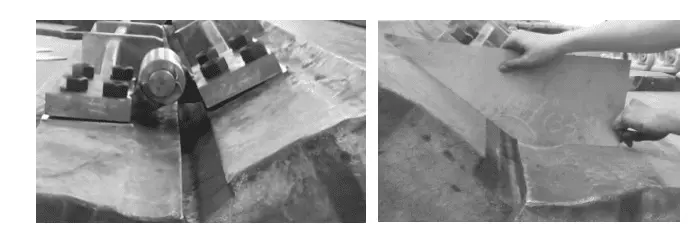
Rotationen af forklædeføderpanderne fuldender transportprocessen ved at dreje pinholes mellem kædeskinneforbindelserne ved drivhjulet nedenunder. Når forklædeføderens pander drejer, skal der dannes en bestemt vinkel (147 °) mellem de to dele af drivhjulet for at sikre den korrekte rotationsvinkel. Vinkeltestarmaturet er specielt designet i henhold til brugsbetingelserne på stedet. Vinkeltestfiksturen bruges til vinkeltesteksperimentet. Rotationsvinklen opfylder kravene i tegningen og når 147 °, hvilket sikrer den normale rotation af forklædeføderpanderne i den efterfølgende.
Baseret på vores design havde vi produceret gode forklædeføderdele til Ansteel Group. Efter brug svarer Qiming Castings forklædeindføringsdele til de originale reservedele. Imidlertid kostede købet kun 70% af de originale dele.