 Brožura ke stažení
Brožura ke stažení Seznam produktů
Seznam produktů
Proč používat TIC vložky s manganovým kladivem?
Skartovací kladivo je většinou vyrobeno z ocel s vysokým obsahem manganu, což je druh materiálu proti opotřebení s dlouhou historií. V posledních 10 letech domácí a zahraniční vědci studovali ocel s vysokým obsahem manganu z mnoha hledisek, aby dále zlepšili její odolnost proti opotřebení:
- Některé slévárny přidávají Mo, Ni a další vzácné prvky ke zlepšení odolnosti proti opotřebení;
- Některé slévárny přidávají Cr prvek ke zvýšení tvrdosti kladiva;
- Některé slévárny mění poměr manganu k uhlíku, aby zlepšily odolnost proti opotřebení;
- Některé továrny zlepšují výkonnost oceli s vysokým obsahem manganu předúpravovým kalením a zlepšením procesů tavení, lití a tepelného zpracování.
Výzkum těchto vědců dosáhl určitých výsledků při zlepšování odolnosti oceli s vysokým obsahem manganu proti opotřebení, ale pro některé podmínky s velkou rázovou silou a většími částmi, jako jsou některá velká drtící kladiva, stále není ideální používat ocel s vysokým obsahem manganu.
Za účelem vyřešení tohoto problému , Qiming Casting používá tyče TIC k vložení manganového těla ke zvýšení životnosti.
TIC vloží experimentální metody manganového kladiva
Pro tento nový materiál jsme jako materiál matrice zvolili manganovou ocel. Chemické složení je následující:
- C 1.1 - 1.2%
- Mn 12.5-13.2%
- Si 0.5-0.6%
- P 0.04-0.05%
- S 0.009-0.02%
Pro tyče TIC jsme vybrali kvádr 20 mm * 20 mm * 40 mm:
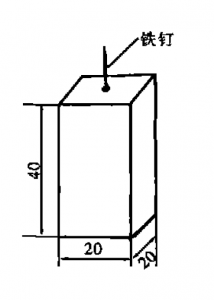
TIC kvádry
Metodu lití do písku používáme k odlévání vzorového produktu 120 mm * 120 mm * 120 mm. Vzorky byly tepelně ošetřeny v odporové peci krabicového typu zpracováním vodou vytvrzováním při 1050 ° C. Rozhraní bylo pozorováno pouhým okem a poté byla mikrostruktura, struktura a distribuce prvků v blízkosti rozhraní analyzována optickým mikroskopem a mikroanalýzou elektronové sondy (JCXA-733).
Experimentální výsledky a diskuse
Po opracování byl povrch vzorku sledován pouhým okem. Bylo zjištěno, že na křižovatce oceli s vysokým obsahem manganu a kvádru TIC nebyla žádná mezera s výjimkou různých barev (ocel s vysokým obsahem manganu byla bílá, kvádr IC byl černý), což naznačuje, že oba materiály byly dobře kombinovány.
Tvrdost kvádru TIC před odléváním je HRC 59-61. Po odlití s použitím vysoce manganové oceli a úpravě vodou vytvrzováním se testuje tvrdost povrchu vzorku. Výsledky ukazují, že tvrdost střední oblasti kvádru TIC zůstává nezměněna (HRC60), ale tvrdost oblasti poblíž slinutého karbidu a oceli s vysokým obsahem manganu klesá na hrc58, navíc tvrdost oceli s vysokým obsahem manganu v blízkosti kvádru TIC ( HRC: 30-60) je mnohem vyšší než daleko od kvádru TIC (HRC: 22-24), což naznačuje, že existuje přechodová zóna mezi tvrdostí obou materiálů na křižovatce oceli s vysokým obsahem manganu a kvádru TIC , což je způsobeno vzájemným pronikáním oceli s vysokým obsahem manganu a kvádru TIC.
Aby se lépe zkontrolovaly podmínky vazby rozhraní mezi dvěma materiály, byly metalografické vzorky nařezány na zalitý spoj a mikrostruktura poblíž rozhraní byla po leštění analyzována elektronovou sondou. SEM fotografie spoje je zobrazena na obr. 3. Z obrázku je patrné, že matice slinutého karbidu je dobře kombinována s vysoce manganovou ocelí, ale spoj není vidět, tj. Vysoce manganová ocel a cementovaná karbidová matice jsou fúzovány do jedné. Na jedné straně oceli s vysokým obsahem manganu je vidět oblast s řídce rozptýlenými částicemi TiC. To znamená, že tvrdý fázový tik v slinutém karbidu se částečně unáší z jedné strany slinutého karbidu na druhou stranu oceli s vysokým obsahem manganu. Je to proto, že ocel s vysokým obsahem manganu taví při lití povrchovou matrici slinutého karbidu, což vede k tomu, že se tvrdá fáze na povrchu unáší k oceli s vysokým obsahem manganu. Po ochlazení a tuhnutí jsou tyto částice TiC náhodně fixovány v oceli s vysokým obsahem manganu.
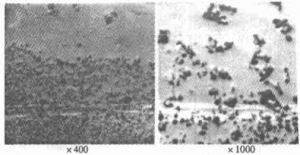
Obr. 3 Obrázek SEM na vazbě dvou materiálů
Aby se lépe vysvětlily podmínky spojení rozhraní dvou materiálů, distribuce prvku Ti v zorném poli se provádí na spoji. Obrázek 3 ukazuje povrchovou distribuci SEM obrazu a Ti prvků ve stejném zorném poli. Na obrázku 4 je vidět, že charakteristické rentgenové snímky Ti prvků jsou obohaceny na straně slinutého karbidu a charakteristické rentgenové snímky Ti prvků se také nacházejí poblíž oblasti rozhraní na straně oceli s vysokým obsahem manganu. Je prokázáno, že prvky Ti existují na straně oceli s vysokým obsahem manganu 1, což je způsobeno metalurgickou kombinací dvou materiálů během odlévání, a tik v slinutém karbidu se unáší na stranu s vysokým obsahem manganové oceli a během tepelného zpracování, Ti prvek v tiku difunduje do oceli s vysokým obsahem manganu. Je vidět, že částice TiC jsou velmi pevně kombinovány s vysoce manganovou ocelí.
Experimentální výsledky ukazují, že kombinace kvádru TIC a oceli s vysokým obsahem manganu je metalurgická. V rozhraní dvou druhů materiálů existuje přechodová zóna, bez ohledu na tvrdost nebo distribuci mikrostruktury, struktury a prvků, díky nimž je slinutý karbid pevně odlit do oceli s vysokým obsahem manganu. V procesu použití hraje slinutý karbid s vysokou tvrdostí roli v odolávání opotřebení materiálu, čímž výrazně zvyšuje životnost materiálu.
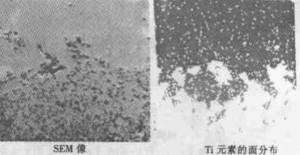
Obr. 4 Obraz SEM na vazbě dvou materiálů a distribuce Ti
TIC vloží použití manganového kladiva
Aby bylo možné zjistit výkonnost vykládané lité vysoce manganové oceli, bylo na snadno opotřebovaný povrch kladiva vyloženo několik válcových slinutých karbidů (jak je znázorněno na obrázku 5, hmotnost 120 kg). Před odlitím by měl být slinutý karbid (~ 25 mm × 40 mm) vyleštěn smirkovým plátnem, na jeden konec každého slinutého karbidu by měl být přivařen jeden železný hřebík a druhý konec železného hřebíku zasunut do pískové formy , aby se zafixoval slinutý karbid v dutině formy. Po nalití se slinutý karbid vykládá do oceli s vysokým obsahem manganu.
Kladivoun vyrobený výše uvedenou metodou se používá v lomu Hongyun v Shunde v provincii Guangdong. Lámané materiály v lomu jsou tvrdé kameny používané v rychlostních komunikacích a jejich životnost je 20 dní. Životnost původního kladiva s vysokým obsahem manganové oceli je pouze 7 dní a náklady na odlévání do kladiva jsou pouze o 30% vyšší než u kladiva s vysokým obsahem manganové oceli, což ukazuje dobré ekonomické a sociální výhody odlitku v kladivo.
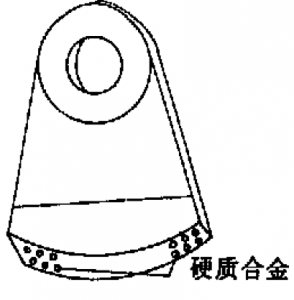
Obr. 5 TIC břitové destičky
Výsledky
Na základě experimentálních výsledků Qiming Casting naše TIC vloží životnost manganového kladiva delší než u jiného materiálu. Toto nové designové kladivo vyhovuje nejen součástem podléhajícím opotřebení kladiva, ale také vyhovuje opotřebitelné díly drtiče. Máte-li jakékoli dotazy ohledně tohoto nového materiálu, kontaktujte nás prosím svobodně!
[wpforms id = ”3777 ″]


